

PC -Objektivinjektionsprozess
PC (Polycarbonat) Objektivinjektionsformtechnologie ist ein hochpräziser optisches Produktformprozess, das ein extrem strenges Schimmelpilzdesign, die Materialauswahl und die Prozessregelung erfordert. Im Folgenden finden Sie wichtige Prozesspunkte:
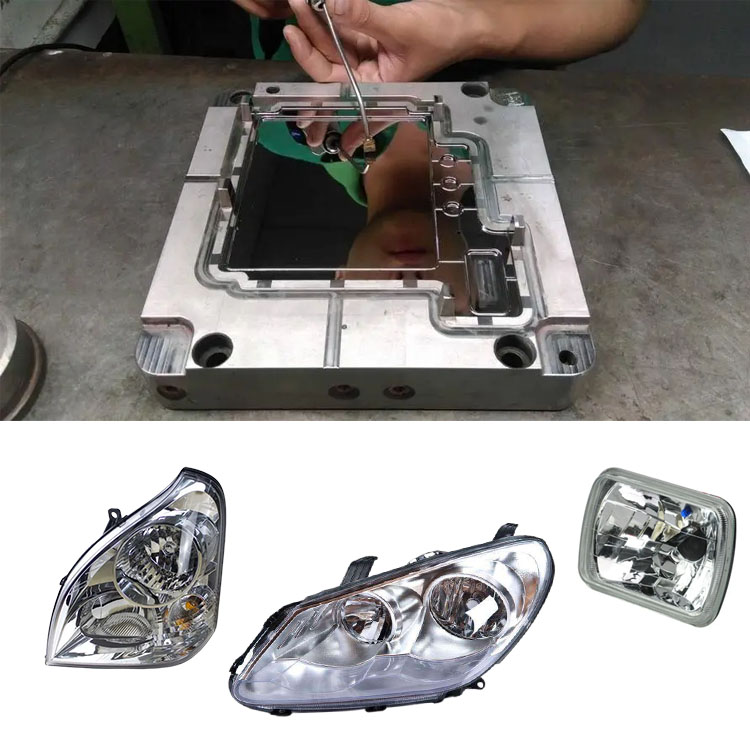
1. Schimmeldesign wichtige Punkte
Materialauswahl
Formstahl erfordert eine hohe Härte und einen hohen Verschleiß Widerstand (wie S136, H13 usw.), Spiegel poliert auf RA ≤ 0,01 μm, um Oberflächendefekte zu vermeiden, die die Lichtübertragung beeinflussen.
Chrombeschichtung oder Nickel-Phosphorusbeschichtung kann die Korrosionsresistenz und die Schimmelfreisetzung verbessern.
Läufer und Gate -Design
Heißläufersysteme werden bevorzugt, um den durch kalten Material und Scherhitze verursachten Materialverschlechterung zu minimieren.
Gating-Standorte sollten vom optischen Bereich (typischerweise unter Verwendung von Lüfterform oder Punkten) weg positioniert werden, um Schweißmarken und Strömungsleitungen zu vermeiden.
Kühlsystem
Verwenden Sie ein einheitliches Layout (konforme Kühlkanäle sind optimal) und steuern Sie die Temperaturdifferenz innerhalb von ± 1 ° C, um eine ungleichmäßige Schrumpfung zu verhindern, die zu Verzerrungen oder Spannungen führen kann.
Entlüftungsdesign
Die Entlüftungsnuten sollten 0,01-0,02 mm tief sein, um zu verhindern, dass eingeschlossene Luft Blasen oder Brennen verursachen.
2. Parameter für Injektionsformprozesse
Trocknen
PC erfordert 4-6 Stunden bei 120 ° C mit einem Feuchtigkeitsgehalt von ≤ 0,02%, um Hydrolyse und Verspritzung zu verhindern.
Schmelztemperatur
280-320 ° C (angepasst, abhängig von der PC-Klasse). Höhere Temperaturen können zu Abbau führen, während niedrigere Temperaturen zu einer schlechten Fluidität führen können.
Spritzdruck und Geschwindigkeit
Mittlerer Druck (80-120 MPa) in Kombination mit einer mehrstufigen Injektion: Hochgeschwindigkeitsfüllung verhindert Kälteschlecken, während eine verringerte Geschwindigkeit am Ende die Innenspannung verringert.
Halten und Kühlung
Der Haltendruck beträgt 50-70% des Einspritzdrucks, und die Haltezeit wird basierend auf der Wandstärke (normalerweise 10-30 Sekunden) eingestellt.
Die Kühlzeit sollte mindestens 50% des Zyklus ausmachen, um eine ausreichende Heilung zu gewährleisten.
Schimmelpilzregelung
Die Schimmelpilztemperatur beträgt 80-110 ° C. Höhere Temperaturen können zu Schimmelhalten führen, während niedrigere Temperaturen zu einer rauen Oberfläche führen können.
3. Nachbearbeitung und Inspektion
Glühen
2-4 Stunden bei 110-130 ° C mit 110-130 ° C anneal, um die interne Spannung zu beseitigen und die dimensionale Stabilität zu verbessern.
Oberflächenbeschichtung
Hartbeschichtungen (wie SiO₂) verbessern die Abriebfestigkeit, während Anti-reflektierende Beschichtungen die optische Leistung verbessern.
Qualitätsinspektion
Optische Eigenschaften: Durchlässigkeit (≥ 90%), Brechungsindex und ABBE -Zahl.
Mechanische Eigenschaften: Aufprallwiderstand (typischer Wert für PC: ≥ 60 kJ/m²), Härte.
Defektinspektion: Blasen, Streifen und Verunreinigungen (100% Inspektion).
4. Häufige Probleme und Lösungen
Oberflächen Silberstreifen: Feuchtigkeit oder Verschlechterung; Es werden strenge Trocknen und Absenken der Schmelztemperatur empfohlen.
Blasen: schlechte Entlüftung oder unzureichender Haltedruck; Optimieren Sie die Entlüftung und erhöhen Sie den Haltedruck.
Warp: Unebene Kühlung oder Stresskonzentration; Passen Sie die Formtemperatur ein und optimieren Sie die Gate -Position.
Optische Verzerrung: Unzureichendes Schimmelpolieren oder ungleichmäßige Schrumpfung; Wieder packen und das Kühlsystem verbessern.
Der Injektionsformprozess für PC-Linsen (Polycarbonat) umfasst Präzisionsformkonstruktionen, strenge Prozessparametersteuerung und Nachbearbeitung, um sicherzustellen, dass optische Eigenschaften (wie Transparenz und Brechungsindex) und mechanische Eigenschaften (wie die Aufprallwiderstand und Abraumfestigkeit) Standards erfüllen. Das Folgende ist ein detaillierter Prozessfluss:
1. Rohmaterial Vorbehandlung
Trocknen
PC hat eine starke Hygroskopizität und muss 4-6 Stunden bei 120 ℃ getrocknet werden (angepasst nach Partikelgröße und Luftfeuchtigkeit), und der Feuchtigkeitsgehalt muss ≤ 0,02%betragen.
Verwenden Sie einen entfeuchtenden Trockner, um eine sekundäre Feuchtigkeitsabsorption zu vermeiden (empfohlener Taupunkt ≤-40 ℃).
Farbanpassung (optional)
Wenn das Färben erforderlich ist, sollte optischer Masterbatch verwendet werden, um Verunreinigungen zu vermeiden, die die Durchlässigkeit beeinflussen.
2. Injektionsformphase
(1) Plastizisierung schmelzen
Temperaturregelung
Fasssegmentheizung: Hinterer Abschnitt (240-260 ℃) → mittlerer Abschnitt (270-290 ℃) → Vorderabschnitt (280-320 ℃), um die lokale Überhitzung und den PC-Abbau zu vermeiden.
Schraubengeschwindigkeit ≤ 80 U / min, um den durch Scherhitze verursachten Molekularkettenbruch zu reduzieren.
(2) Injektionsformung
Mehrstufige Injektion
Erste Stufe: Hochgeschwindigkeitsfüllung (um kaltes Material zu verhindern), Injektionsgeschwindigkeit 50-80% der maximalen Geschwindigkeit.
Zweite Stufe: Reduzieren Sie die Geschwindigkeit auf 20-30%, um die Schweißnoten und den inneren Stress zu reduzieren.
Druck: Injektionsdruck 80-120 mPa, Druckdruck 40-60 mPa (um die Schrumpfung aufrechtzuerhalten).
Schimmelpilzregelung
Schimmelpilztemperatur 80-110 ℃ unter Verwendung des Öltemperaturreglers oder der hohen Präzisionsformtemperatursteuerung, Temperaturdifferenz innerhalb von ± 1 ℃.
(3) Druck und Kühlung halten
Haltendruckzeit: 10-30 Sekunden (eingestellt nach der Wandstärke, normalerweise als 1 mm Dicke ≈ 1 Sekunde).
Kühlzeit: Mehr als 50% des Gesamtzyklus (normalerweise 20-60 Sekunden), um sicherzustellen, dass das Objektiv vollständig geheilt ist.
(4) Demolding
Das Ausschleudersystem muss stabil sein (z. B. pneumatisches Ausstoß oder Servo -Ejektor), um das Weiß oder Kratzer zu vermeiden.
Die Entsternungssteigung beträgt ≥ 1 ° und ein Freisetzungsmittel wird bei Bedarf besprüht (es darf die nachfolgende Beschichtung nicht beeinflussen).
.... Nachbearbeitungsprozess
(1) Anglanzbehandlung
Bedingungen: 2-4 Stunden lang in einem Ofen bei 110-130 ℃ Tempern und langsam auf Raumtemperatur abkühlen.
Zweck: Beseitigen Sie die interne Belastung und verringern Sie die anschließende Verformung oder optische Verzerrung.
(2) Oberflächenbehandlung
Hardbeschichtung: Verbesserung der Oberflächenhärte (bis zu 4h oder höher) durch Vakuumbeschichtung (wie SiO₂, Zinn).
Anti-reflektierende Beschichtung: Mehrschichtbeschichtung (MGF₂ usw.) reduziert die Blendung und erhöht die Lichtübertragung auf mehr als 99%.
(3) Reinigung und Inspektion
Die Ultraschallreinigung beseitigt das Freisetzungsmittel und den Staub unter Verwendung einer staubfreien Workshop-Umgebung.
100% volle Inspektion: Durchlässigkeit (Spektrophotometer), Oberflächendefekte (automatische optische Inspektion AOI), dimensionale Genauigkeit (dreidimensionale Messung).
Anfrage absenden



X
Wir verwenden Cookies, um Ihnen ein besseres Surferlebnis zu bieten, den Website-Verkehr zu analysieren und Inhalte zu personalisieren. Durch die Nutzung dieser Website stimmen Sie der Verwendung von Cookies zu.
Datenschutzrichtlinie