

Heim
>
Produkt > Kernanpassungsdienst > Benutzerdefinierte Form > ODM-Dienstleistungen für Kunststoffprodukte
Produkt
- Kernanpassungsdienst
- Gesundheitspflege
- Elektronische Geräte und Instrumente
- Formen für Mutter- und Kinderbedarf
- Freizeitsport
- Einrichtungskunst
- Autozubehör
- Transport und Lagerung
- Beleuchtungskörper
- Baumaschinen
- Verpackungsprodukt
- Bildungs- und Laboratorien
- Bekleidungsgepäckzubehör
- Pflege- und Reinigungsprodukte
- Land- und Forstwirtschaft
- Mechanische Ausrüstung
- Heimtierbedarf
- Geschirr








ODM-Dienstleistungen für Kunststoffprodukte
Ningbo (P&M) Plastic Hardware Products Co. verfügt über 15 Jahre Erfahrung in der Formenbautechnologie für maßgeschneiderte ODM-Kunststoffproduktdienstleistungen. Wir verfügen über ISO 9001-Zertifikate. Wir bieten professionellen kundenspezifischen Formenservice und sind professioneller Hersteller von Kunststoffformen. Wir verfügen über ausreichende Erfahrung in der Auswahl von Produktrohstoffen und Formmaterialien. Wir sind uns der Eigenschaften verschiedener Materialien und der Vor- und Nachteile des Formenbaus bewusst. Wir empfehlen unseren Kunden geeignete Materialien und eine professionelle Designberatung.
Anfrage absenden
Produktbeschreibung
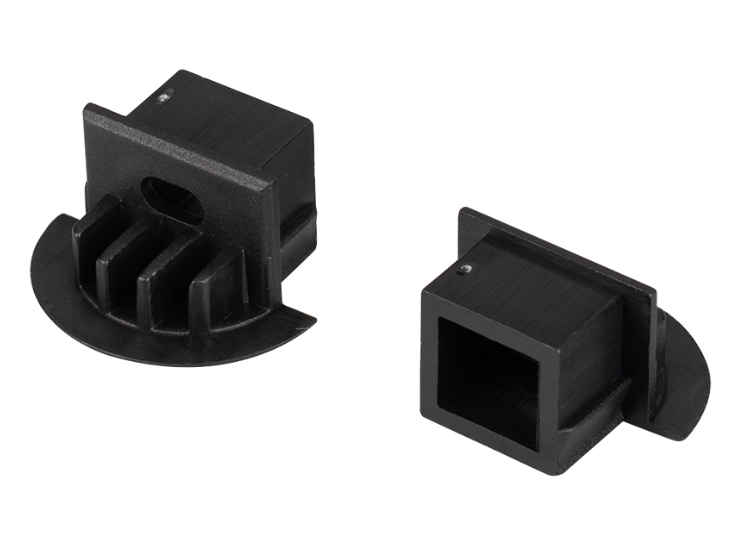
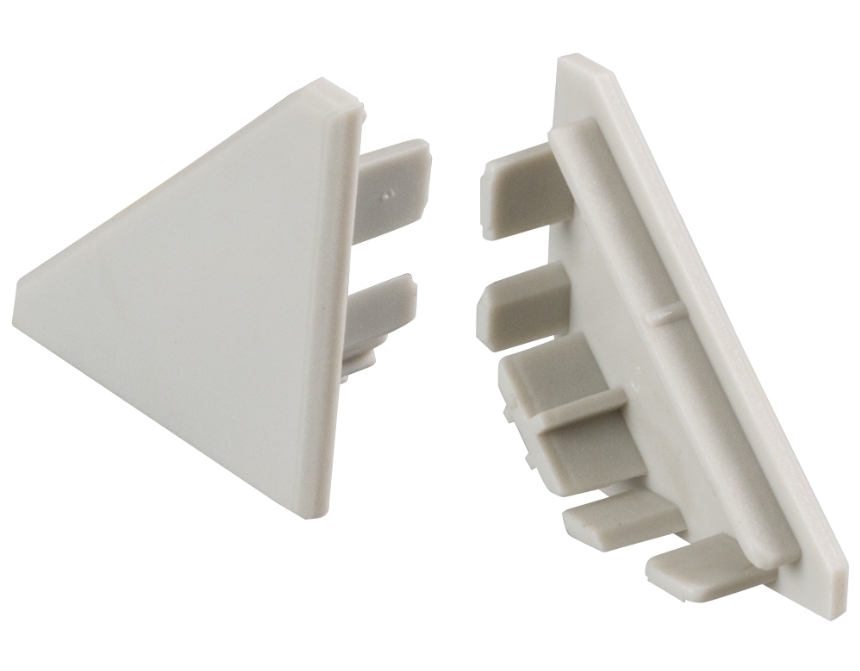
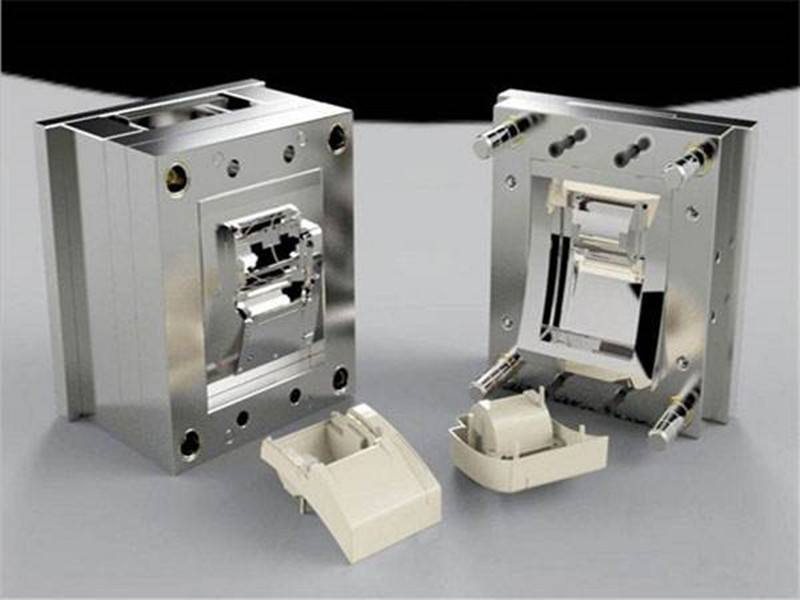
Wir sind auf die Entwicklung kundenspezifischer ODM-Kunststoffproduktdienstleistungen, die Produktion von ABS-Kunststoffkomponenten und optionale Montagedienstleistungen spezialisiert – nicht auf den Handel mit fertigen Produkten. Unsere Formen sind darauf ausgelegt, die Leistung von ABS (Acrylnitril-Butadien-Styrol) zu maximieren, mit maßgeschneiderten Strukturen, die für die Fließfähigkeit, Steifigkeit und Oberflächenbeschaffenheit von ABS optimiert sind, und liefern hochwertige ABS-Teile für Elektronik, Haushaltsgeräte, Automobilinnenräume und Konsumgüter.
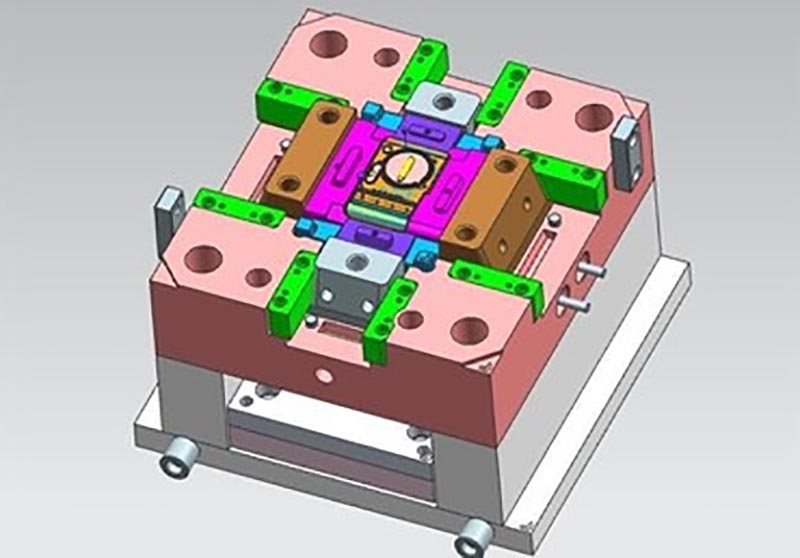
1. Kundenspezifische Formstrukturen: Zugeschnitten auf die Formeigenschaften von ABS
Die ausgewogenen Eigenschaften von ABS (guter Fluss, mäßige Schrumpfung, hohe Steifigkeit) erfordern Formen, die es verbessern und gleichzeitig häufige Probleme (z. B. Einfallstellen, Bindenähte) vermeiden. Unsere kundenspezifischen Formstrukturen erfüllen diese Anforderungen:
Hohlraum und Kern: Hergestellt durch hochpräzise CNC-Bearbeitung (Toleranz bis zu ±0,02 mm), um die hervorragende Detailwiedergabe von ABS zu nutzen. Zu den Funktionen gehören:
Glatte Oberflächen (Ra ≤0,4 μm) zur Nachbildung hochglänzender oder strukturierter ABS-Teile (z. B. Telefongehäuse, Gerätepaneele).
Verstärkungsrippendesign (Dicke 1/3–1/2 der Grundwand, Abstand 2–3× der Wandhöhe), um Einfallstellen zu verhindern – entscheidend für die moderate Schrumpfung von ABS (1,5–2,5 %).
Formschrägen (1–3° für vertikale Flächen), um ein einfaches Entformen zu gewährleisten, da die Steifigkeit von ABS bei unzureichenden Winkeln zum Anhaften führen kann.
Angusssystem: Optimiert für das Fließverhalten von ABS (mittlere Schmelzviskosität). Zu den Optionen gehören:
Kantenanschnitte (für kleine bis mittelgroße Teile, z. B. elektronische Steckverbinder) zur Minimierung von Schweißnähten – die Butadienkomponente von ABS kann Schweißnähte schwächen, wenn die Fließwege ungleichmäßig sind.
Heißkanalsysteme (für große Teile oder Teile mit mehreren Kavitäten, z. B. Innenverkleidungen im Automobilbereich) zur Aufrechterhaltung einer konstanten Schmelzetemperatur, Reduzierung des Materialabfalls um 15–20 % und Gewährleistung einer gleichmäßigen Teiledichte.
Kühlsystem: Entwickelt, um die Abkühlrate des ABS zu steuern (entscheidend für die Dimensionsstabilität). Hauptmerkmale:
Gleichmäßige Kühlkanäle (Abstand 8–12 mm) zur Vermeidung ungleichmäßiger Schrumpfung – verhindert Verformungen bei großen ABS-Teilen (z. B. TV-Rückwände).
Gezielte Kühlung für verdickte Bereiche (z. B. Boss-Strukturen), um die Zykluszeit um 25–30 % zu reduzieren – die Wärmeleitfähigkeit von ABS (0,19 W/m·K) erfordert eine effiziente Wärmeableitung, um eine längere Kühlung zu vermeiden.
Auswurfsystem: Auf die Steifigkeit des ABS kalibriert, um Teileschäden zu verhindern:
Auswerferstifte (an nicht sichtbaren Stellen angeordnet) mit abgerundeten Spitzen, um Spuren auf der harten ABS-Oberfläche zu vermeiden.
Abstreifplatten (für große flache Teile) zur gleichmäßigen Verteilung der Auswurfkraft – verhindern Risse in starren ABS-Komponenten.
2. ABS-Materialvarianten und ihre Anwendungen
ABS ist in modifizierten Qualitäten erhältlich, um den spezifischen Anforderungen gerecht zu werden. Wir wählen die richtige ABS-Variante basierend auf der Funktion und Umgebung Ihrer Komponente aus:
Allzweck-ABS (GP-ABS): Ideal für Konsumgüter (z. B. Spielzeugteile, Gehäuse von Haushaltsgeräten). Bietet ausgewogene Schlagfestigkeit (10–15 kJ/m²), Steifigkeit (Shore D 75–80) und Kosteneffizienz – geeignet für Anwendungen mit geringer bis mittlerer Beanspruchung.
Hochschlagfestes ABS (HI-ABS): Wird für langlebige Teile (z. B. Laptopgehäuse, Werkzeuggriffe) verwendet. Mit zusätzlichem Butadien modifiziert, um die Schlagfestigkeit zu erhöhen (20–30 kJ/m²) – hält Stürzen und Stößen stand, ohne zu brechen, ideal für tragbare Geräte.
Flammhemmendes ABS (FR-ABS): Perfekt für elektronische Komponenten (z. B. Leiterplattengehäuse, Netzteilgehäuse). Erfüllt die UL94 V-0-Standards – verhindert die Flammenausbreitung in elektrischen Anwendungen und bewahrt die strukturelle Integrität bei hohen Temperaturen (bis zu 100 °C).
Glasgefülltes ABS (GF-ABS, 10–30 % GF): Ideal für Strukturteile (z. B. Kfz-Innenraumhalterungen, Industriemaschinenkomponenten). Mit Glasfaser verstärkt, um die Zugfestigkeit (bis zu 60 MPa) zu erhöhen und die Schrumpfung (1,0–1,5 %) zu reduzieren – geeignet für tragende ABS-Teile, die Maßgenauigkeit erfordern.
Hochglänzendes ABS: Geeignet für ästhetische Teile (z. B. Kosmetikverpackungen, Audiogeräteplatten). Verfügt über eine polierte Oberfläche (keine Nachbearbeitung erforderlich) – nutzt die Fähigkeit von ABS, hohen Glanz beizubehalten, ideal für Konsumgüter, bei denen das Aussehen entscheidend ist.
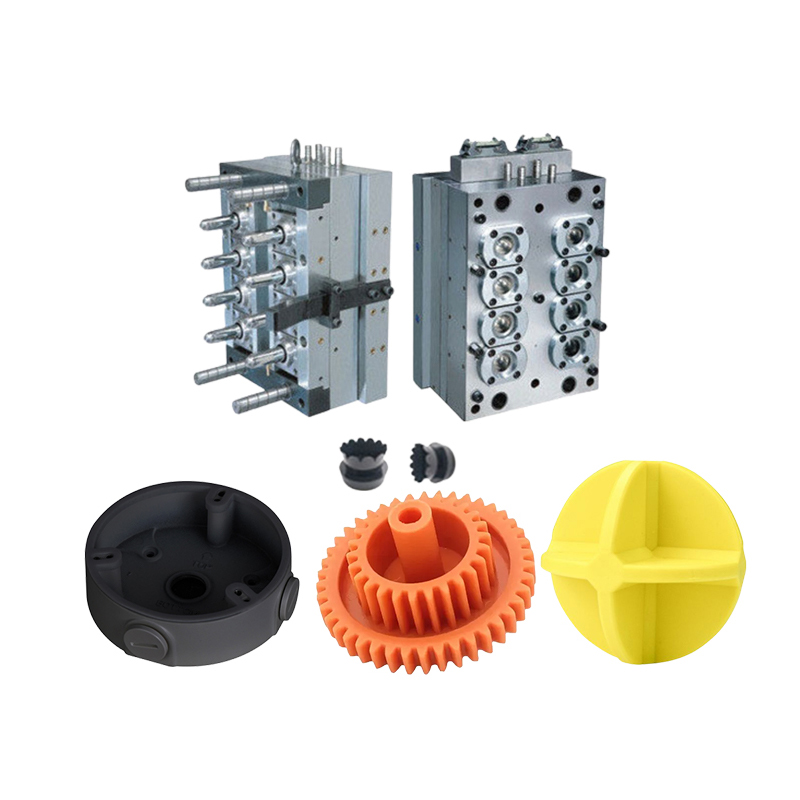
3. ODM-Serviceprozess für Kunststoffprodukte: Optimiert für Leistung
Unser Einspritzverfahren ist darauf abgestimmt, die Eigenschaften von ABS zu maximieren, mit entscheidenden Vorteilen:
Präzision und Konsistenz:
Regelung der Schmelzetemperatur (220–260 °C), um einen gleichmäßigen ABS-Fluss zu gewährleisten – vermeidet Kaltklumpen oder Brandflecken.
Einspritzdruck (70–100 MPa), kalibriert auf die ABS-Viskosität – gewährleistet eine vollständige Füllung der Kavität ohne übermäßige Spannung (die zu einer Verformung des Teils führen kann).
Maßtoleranzkontrolle (±0,03 mm für Kleinteile) über servobetriebene Maschinen – entscheidend für ABS-Komponenten, die einen festen Sitz erfordern (z. B. elektronische Steckverbinder).
Oberflächenqualität:
Polieren des Formhohlraums (Ra ≤0,2 μm für Hochglanzteile) zur Beseitigung von Defekten – die hervorragende Oberflächenwiedergabe von ABS sorgt dafür, dass keine sichtbaren Schönheitsfehler entstehen.
Reduzierung der Schweißnähte (durch Anschnittplatzierung und Optimierung der Schmelzetemperatur) – verbessert die Festigkeit und das Erscheinungsbild von ABS-Teilen mit komplexen Geometrien.
Effizienz:
Optimierung der Zykluszeit (20–40 Sekunden pro Teil) durch gezielte Kühlung – gleicht die Produktionsgeschwindigkeit mit den Kühlanforderungen von ABS aus.
Formen mit mehreren Kavitäten (8–32 Kavitäten für Kleinteile, z. B. Knöpfe) zur Steigerung der Ausbringung – die gute Fließfähigkeit von ABS unterstützt eine gleichmäßige Füllung über mehrere Kavitäten hinweg, mit einer täglichen Produktion von bis zu 50.000 Teilen für Standarddesigns.
Kosteneffizienz:
Heißkanalsysteme reduzieren Materialverschwendung (15–20 %) – minimieren den Ausschuss von Kaltkanälen und senken so die Stückkosten für ABS-Teile in großen Stückzahlen.
Durch das integrierte Formen von Merkmalen (z. B. Rippen, Vorsprünge) entfällt die Nachbearbeitung, was die Arbeitskosten senkt und eine gleichbleibende Qualität gewährleistet.
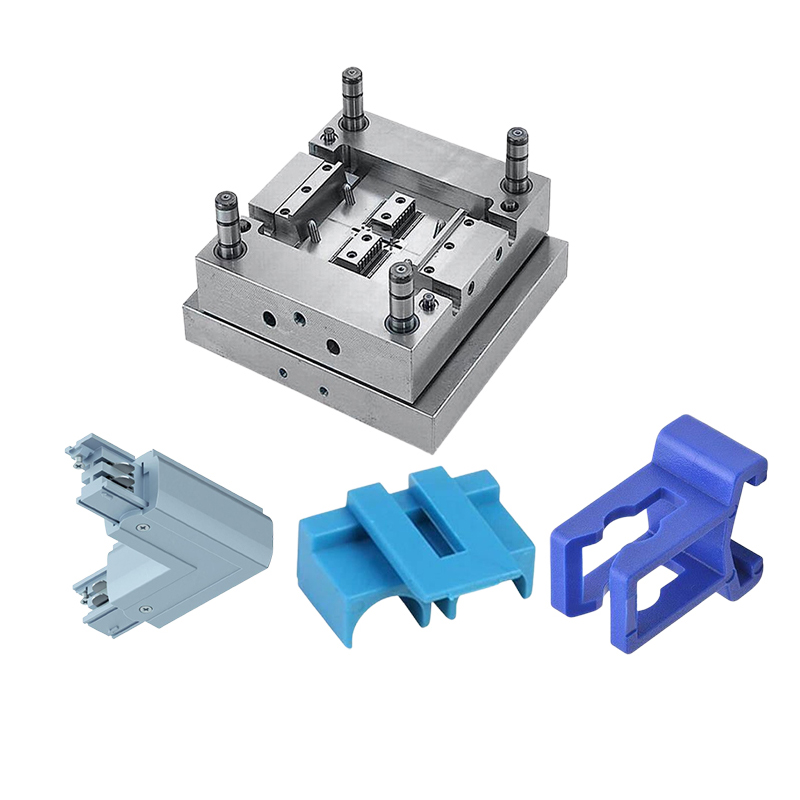
4. Unsere Dienstleistungen: Beyond Moulds – ABS-Komponenten und Montage
Wir bieten Komplettlösungen für die ABS-Produktion, maßgeschneidert auf Ihre Bedürfnisse:
Herstellung von ABS-Komponenten: Produzieren Sie kundenspezifische ABS-Teile in Größen (5 × 5 mm bis 500 × 300 mm), Formen (komplexe Geometrien, dünne Wände bis zu 0,8 mm) und Oberflächen (glänzend, matt, strukturiert). Unterstützt die Farbanpassung (RAL/Pantone-Codes) und die Nachbearbeitung (Lackieren, Plattieren, Drucken), um die Ästhetik von ABS zu verbessern.
Mehrwertmontage: Optionale Montagedienstleistungen für ABS-Unterbaugruppen – wie das Anbringen von Metalleinsätzen (für Festigkeit), das Verkleben von ABS-Teilen mit Klebstoffen oder die Integration von Nicht-ABS-Komponenten (z. B. Gummidichtungen, elektronische Module). Liefert einbaufertige Unterbaugruppen und spart so Produktionszeit.
Unterstützung bei kundenspezifischem Design: Bieten Sie 3D-Formdesign und ABS-Prototyping (über CNC-Bearbeitung oder Spritzguss) an. Wir produzieren 10–50 Prototypenteile in 3–5 Tagen, um die Leistung von ABS (Schlagfestigkeit, Passform) zu testen und das Formdesign vor der Massenproduktion zu optimieren.




Formvorbereitung
Formdesign: Die Oberfläche der Kavität muss hochglanzpoliert sein (Diamantpastenpolitur Nr. 10000 oder höher). Kleinere Kratzer werden auf der Teileoberfläche nachgebildet. Schienen und Tore sollten glatt und frei von Staupunkten sein und Schweißspuren minimieren.
Formenreinigung: Vor dem Schließen der Form muss der Hohlraum gründlich mit einem staubfreien Tuch, hochreinem Alkohol oder einem speziellen Formenreiniger abgewischt werden. Jede Spur von Staub, Öl, Feuchtigkeit oder Rückständen der vorherigen Form kann zu schwerwiegenden Schäden führen.
Formtemperaturregler (Mold Temperature Control): Vorbereitet, um die Form vorzuheizen und auf der optimalen Temperatur (typischerweise 60–80 °C) zu halten.
Phase 2: Spritzgießzyklus (Feinsteuerung)
Die Prozessparameter werden nach den Grundsätzen „sanft und gleichmäßig“ eingestellt, wobei harte Vorgänge vermieden werden, die zu Materialzersetzung oder Stress führen könnten.
1. Schließen der Form
Die Form wird unter hohem Druck verschlossen.
2. Einspritz- und Haltedruck
Zylindertemperatur: PMMA hat einen engen Verarbeitungstemperaturbereich, der typischerweise zwischen 210 und 270 °C liegt.
Zu niedrige Temperatur: Die Schmelze hat eine schlechte Fließfähigkeit, was zu unvollständiger Füllung, Fließspuren auf der Oberfläche und auffälligen Bindenähten führt.
Zu hohe Temperatur (über 280°C): Das Material kann sich zersetzen, es kann zu Vergilbungen, Blasen und schwarzen Flecken kommen.
Einspritzgeschwindigkeit: Mittlere bis niedrige Einspritzgeschwindigkeiten werden empfohlen.
Hohe Einspritzgeschwindigkeiten können leicht zu hoher Scherbeanspruchung führen, was zu Scherüberhitzung, örtlicher Materialzersetzung (Erzeugung schwarzer Flecken) und Gasmitnahme führt.
Langsame Einspritzgeschwindigkeiten erleichtern das Entgasen und reduzieren Blasen und Silberstreifen, können aber auch dazu führen, dass Schweißnähte deutlicher sichtbar werden. Das Finden eines Gleichgewichts hängt von der Produktstruktur ab. Typischerweise wird mehrstufiges Spritzgießen verwendet, mit langsamen Füllgeschwindigkeiten in dickwandigen Bereichen, um die Entgasung zu erleichtern, und schnellen Einspritzgeschwindigkeiten in dünnwandigen Bereichen.
Haltedruck: Mittlere bis niedrige Haltedrücke und kurze Haltezeiten verwenden. Zu hohe Haltedrücke und lange Haltezeiten können erhebliche innere Spannungen erzeugen, wodurch das Produkt bei der späteren Verwendung anfällig für Spannungsrisse wird. Der Hauptzweck des Haltedrucks besteht darin, die Schrumpfung auszugleichen und nicht darin, das Produkt zu verdichten.
3. Kühlung
Formtemperatur: Diese ist entscheidend und sollte im Allgemeinen zwischen 60 und 80 °C gehalten werden.
Ist die Formtemperatur zu niedrig, kühlt die Schmelze beim Kontakt mit der kalten Formwand schnell ab und „friert“ die Molekülketten ein. Dies führt zu schlechtem Fließverhalten, schwachen Bindenähten und extrem hohen inneren Spannungen im Produkt.
Wenn die Formtemperatur zu hoch ist, verlängert sich die Abkühlzeit, die Produktionseffizienz ist gering und es kann zu einem Anhaften der Form kommen.
Abkühlzeit: Stellen Sie sicher, dass das Produkt vollständig abgekühlt und geformt ist, um eine Verformung beim Auswerfen zu verhindern.
4. Öffnen und Auswerfen der Form
PMMA ist ein sprödes Material mit einer hohen Oberflächenhärte. Das Auswurfsystem muss ausgewogen und gleichmäßig sein.
Vermeiden Sie scharfe Auswerferstifte. Es wird empfohlen, großflächige Auswerfer (Abstreifer), Schubblöcke oder einen gasunterstützten Auswurf zu verwenden, um weiße Flecken, Risse und offensichtliche Auswurfspuren zu vermeiden.
Stufe 3: Nachbearbeitung und Inspektion
Torentfernung: Tor und Läufer vorsichtig ausschneiden oder ausstanzen. Beschnittene Bereiche sollten geschliffen und poliert werden, um Transparenz und Ästhetik wiederherzustellen.
Glühen (Stressabbau – sehr zu empfehlen)
Zweck: Beseitigen Sie interne Spannungen, die während des Spritzgussprozesses entstehen, verbessern Sie die chemische Beständigkeit (insbesondere Lösungsmittelbeständigkeit) und die Dimensionsstabilität des Produkts erheblich und verhindern Sie zukünftige Spannungsrisse.
Verfahren: Legen Sie das Produkt in einen Umluftofen, erhitzen Sie es langsam auf 70–80 °C (10–20 °C unter der Wärmeformbeständigkeit), halten Sie es dort für 2–4 Stunden und kühlen Sie es dann langsam auf Raumtemperatur ab. Schnelles Erhitzen und Abkühlen führt zu neuen Belastungen.
Oberflächenbehandlung (optional):
Polieren: Produkte mit geringfügigen Oberflächenfehlern oder Angussspuren werden poliert, um den Spiegelglanz wiederherzustellen.
Hartbeschichtung: Manchmal wird eine Sprühhärtung durchgeführt, um die Kratzfestigkeit der Oberfläche zu verbessern.
Vollständige Inspektion und Verpackung
Prüfung des Aussehens: Die 100 %-Prüfung wird unter einer von hinten beleuchteten Prüfleuchte durchgeführt und sorgfältig auf Mängel wie Silberstreifen, Blasen, schwarze Flecken, Kratzer, Schrumpfung, Schweißspuren und Verunreinigungen geprüft.
Maßprüfung: Verwenden Sie Messschieber, Projektoren und andere Werkzeuge, um kritische Maße zu prüfen.
Leistungsinspektion: Tests wie Lichtdurchlässigkeit und Trübung.
Verpackung: Isolieren und verpacken Sie die Artikel einzeln mit weichen Materialien (z. B. PE-Beuteln, Schaumstoffpolstern oder Papierzwischenlagen), um Kratzer zu vermeiden. Bediener müssen Handschuhe tragen.
Wir sind ein PMMA-Spritzgusshersteller und bieten hochwertige PMMA-Spritzgussfertigung an. Solange Sie PMMA-Spritzgussprodukte individuell anpassen/entwickeln möchten, sind Sie bei uns genau richtig. Wir verfügen über professionelles Spritzgussdesign und ausgereifte Fertigungstechnologie und bieten Ihnen einen Service aus einer Hand, vom Produktdesign über den Formenbau, die Produktproduktion, die Produktverpackung bis hin zum Produkttransport. Wir können Ihnen in allen Bereichen helfen. Solange Sie zu uns kommen, bieten wir Ihnen den ultimativen Service und stellen Sie in Bezug auf Produktqualität, Produktionszeit, Informationsdialog usw. zufrieden.
|
Produktname |
ODM-Dienstleistungen für Kunststoffprodukte |
|
Bitte bereitstellen |
2D, 3D, Muster oder die Größe von die Mehrwinkelbilder |
|
Formzeit |
20-35 Tage |
|
Produktzeit |
7-15 Tage |
|
Formpräzision |
+/-0,01 mm |
|
Schimmelleben |
50-100 Millionen Schüsse |
|
Herstellungsprozess |
Prüfzeichnungen – Moldflow-Analyse - Designvalidierung - Kundenspezifische Materialien - Formenbearbeitung - Kernbearbeitung - Elektrodenbearbeitung - Läufersystem Bearbeitung - Teilebearbeitung und -beschaffung - Bearbeitungsabnahme - Kavität Oberflächenbehandlungsprozess - komplexer Modus Die - Das Ganze Formoberflächenbeschichtung - Montageplatte - Formmuster - Mustertest - Versand Proben |
|
Formhohlraum |
Eine Kavität, mehrere Kavitäten oder dasselbe verschiedene Produkte zusammen hergestellt werden |
|
Formmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Läufersystem |
Heißkanal und Kaltkanal |
|
Grundmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Beenden |
Das Wort entkernen, hochglanzpolieren, matte Oberfläche, Schlieren |
|
Standard |
HASCO, DME oder abhängig davon |
|
Haupttechnologie |
Fräsen, Schleifen, CNC, EDM, Draht Schneiden, Schnitzen, Erodieren, Drehmaschinen, Oberflächenbearbeitung usw. |
|
Software |
CAD-, PRO-E-, UG-Designzeit: 1-3 Tage (normale Umstände) |
|
Produktmaterial |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Qualitätssystem |
ISO9001:2008 |
|
Legen Sie die Zeit fest |
20 Tage |
|
Ausrüstung |
CNC, EDM, Abschneiden Maschine, Kunststoffmaschinen usw. Kunststoffkofferform Zhe Jiang |


Herstellung von Kunststoffspritzgussformen

Spezifikationen für Kunststoffformteile

Formenbau:



Transaktionsprozess:

Schimmelprüfung:


Produktverpackung

Fabrik
Wir sind eine Fabrik für kundenspezifische Kunststoffformen. Unsere Fabrik ist ein Hersteller von Kunststoffspritzgussformen. Wir verfügen über 17 Jahre Erfahrung im professionellen kundenspezifischen Kunststoffformenbau und 10 Jahre Erfahrung im Außenhandel. Wir sind ein Lieferant kundenspezifischer Kunststoffformen. Wir können einen maßgeschneiderten Service für Kunststoffformen anbieten. Unsere Fabrik kann spritzgegossene Kunststoffteile herstellen und die Qualität der Produkte wird Sie zufriedenstellen.
Wir verfügen über mehr als 50 High-End-Maschinen und Hunderte von Ingenieuren und Designern. Wir können einen Service aus einer Hand anbieten, vom Produktdesign über den Formenbau, die Produktproduktion, die Produktverpackung bis hin zum Transport. Wir verfügen über eine komplette Produktionskette. Wir können alle Ihre Anforderungen erfüllen.
Dienstleistungen, die wir anbieten:
Professioneller kundenspezifischer Formenservice, Design und Herstellung von Kunststoffformen. Herstellung von Kunststoffprodukten, Produktdesign, Formendesign, Anpassung von Blasformen, Anpassung von Rotationsformen, Anpassung von Druckgussformen. 3D-Druckdienste, CNC-Fertigungsdienste, Produktverpackung, kundenspezifische Verpackung, Versanddienste.










Wir halten uns stets an die Grundsätze „Qualität zuerst“ und „Zeit zuerst“. Versuchen Sie bei der Bereitstellung von Produkten höchster Qualität für Ihre Kunden, die Produktionseffizienz zu maximieren und die Produktionszeit zu verkürzen. Wir sind stolz, jedem Kunden mitteilen zu können, dass unser Unternehmen seit seiner Gründung keinen Kunden verloren hat. Wenn es ein Problem mit dem Produkt gibt, werden wir aktiv nach einer Lösung suchen und bis zum Ende die Verantwortung übernehmen.

FAQ
F1: Sind Sie ein Handelsunternehmen oder Hersteller?
A: Wir sind Hersteller.
Q2. Wann kann ich das Angebot erhalten?
A: Normalerweise geben wir innerhalb von 2 Tagen nach Eingang Ihrer Anfrage ein Angebot ab.
Wenn Sie sehr dringend sind, rufen Sie uns bitte an oder teilen Sie uns dies in Ihrer E-Mail mit, damit wir zunächst ein Angebot für Sie erstellen können.
Q3. Wie lange ist die Vorlaufzeit für Schimmel?
A: Es hängt alles von der Größe und Komplexität der Produkte ab. Normalerweise beträgt die Vorlaufzeit 25 Tage.
Q4. Ich habe keine 3D-Zeichnung, wie soll ich das neue Projekt starten?
A: Sie können uns ein Formmuster zur Verfügung stellen. Wir helfen Ihnen bei der Fertigstellung des 3D-Zeichnungsdesigns.
F5. Wie kann vor dem Versand die Produktqualität sichergestellt werden?
A: Wenn Sie nicht in unsere Fabrik kommen und keinen Dritten zur Inspektion haben, sind wir Ihr Inspektionsmitarbeiter.
Wir stellen Ihnen ein Video mit Einzelheiten zum Produktionsprozess zur Verfügung, einschließlich Prozessbericht, Produktgrößenstruktur und Oberflächendetails, Verpackungsdetails usw.
F6. Wie lauten Ihre Zahlungsbedingungen?
A: Formzahlung: 40 % Anzahlung per T/T im Voraus, 30 % Zahlung für die zweite Form vor dem Versand der ersten Probemuster, 30 % Restzahlung für die Form, nachdem Sie die endgültigen Muster vereinbart haben.
B: Produktionszahlung: 50 % Anzahlung im Voraus, 50 % vor Versand der endgültigen Ware.
F7: Wie gestalten Sie unser Geschäft langfristig und gut?
A:1. Wir sorgen für gute Qualität und wettbewerbsfähige Preise, um sicherzustellen, dass unsere Kunden von Produkten bester Qualität profitieren.
2. Wir respektieren jeden Kunden als unseren Freund und machen aufrichtig Geschäfte und schließen Freundschaften mit ihm, egal woher er kommt.
Hot-Tags: ODM-Kunststoffproduktdienstleistungen, China, Hersteller, Lieferant, Fabrik, kundenspezifisch, Großhandel, Kauf, Qualität, neueste Verkäufe, hergestellt in China
Verwandte Kategorie
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








