

Produkt
- Kernanpassungsdienst
- Gesundheitspflege
- Elektronische Geräte und Instrumente
- Formen für Mutter- und Kinderbedarf
- Freizeitsport
- Einrichtungskunst
- Autozubehör
- Transport und Lagerung
- Beleuchtungskörper
- Baumaschinen
- Verpackungsprodukt
- Bildungs- und Laboratorien
- Bekleidungsgepäckzubehör
- Pflege- und Reinigungsprodukte
- Land- und Forstwirtschaft
- Mechanische Ausrüstung
- Heimtierbedarf
- Geschirr









Duschkopfformteil
Ningbo (P&M) Plastic Metal Products Co., Ltd. verfügt über 17 Jahre Erfahrung in der Formenherstellungstechnologie und kann Duschkopfformteile individuell anpassen. Wir bieten professionelle, maßgeschneiderte Duschkopfformteile und sind ein professioneller Hersteller von Duschkopfformteilen. Wir verfügen über ausreichende Erfahrung in der Auswahl von Produktrohstoffen und Formmaterialien. Bei der kundenspezifischen Gestaltung von Duschkopfformteilen kann unsere Fabrik einen Service aus einer Hand bieten. Wir verfügen über Design- und Produktionskapazitäten im Zusammenhang mit dem Spritzgießen von Duschköpfen, wie zum Beispiel: CAD-Design, Formenbau, Spritzguss, Herstellung von Kunststoffprodukten, Montage und andere Technologien.
Anfrage absenden
Produktbeschreibung
Darüber hinaus hat unser Unternehmen kooperative Beziehungen zu Kunststoffrohstofflieferanten, Druckherstellern usw. aufgebaut, um die Rohstoffversorgung und Druckqualität sicherzustellen. Durch unsere langjährige Erfahrung und perfekte Lieferkette kann unser Unternehmen seinen Kunden hochwertige, maßgeschneiderte Duschkopfformteile anbieten, die ihren spezifischen Anforderungen entsprechen. Gleichzeitig verfügen wir über 10 Jahre Erfahrung im professionellen Außenhandelsservice, verstehen den Außenhandelsprozess und können unsere Kunden besser bedienen. Für Duschkopfformteile können wir entsprechende Kunststoffteile herstellen, was hauptsächlich durch Spritzgussformen erfolgt.



Kunststoffteile für Duschsysteme sind Spritzgussteile im Sanitärbereich, die sich durch ihre filigrane Struktur und anspruchsvolle Einsatzbedingungen auszeichnen. Zu diesen Komponenten gehören in erster Linie der Handbrausekörper, die Frontplatte, die Düsen, der Griff, die Druckerhöhungskammer, die Umlenkventilhülse und die Anschlussmutterbasis. Da diese Kunststoffteile längere Zeit heißem Wasser, hydraulischen Stößen und feuchten Umgebungen ausgesetzt sind, erfordern sie eine hohe Maßgenauigkeit, zuverlässige Abdichtung und einen gleichmäßigen Wasserfluss – frei von Graten, die die Wasserkanäle verstopfen könnten. Das Spritzgießen dieser Teile stellt daher eine deutlich größere Herausforderung dar als das Spritzgießen von Standard-Haushaltsgerätekomponenten. Die wichtigsten Überlegungen für den Formprozess konzentrieren sich auf die Materialauswahl, das präzise Formdesign, die Kontrolle der Prozessparameter sowie die Vermeidung und Minderung von Defekten in den Wasserkanälen, wie unten beschrieben.
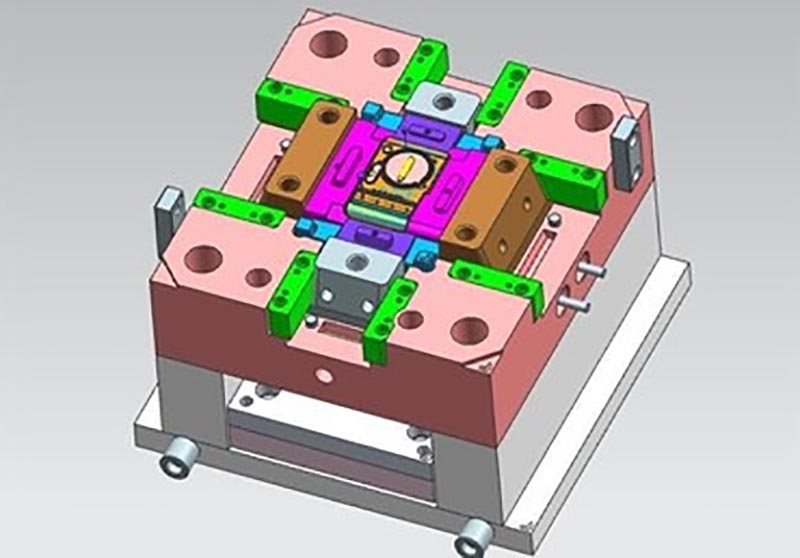
Bei der Materialauswahl orientieren wir uns an Grundprinzipien, bei denen Hitzebeständigkeit, Hydrolysebeständigkeit und Dimensionsstabilität im Vordergrund stehen. Strukturelle tragende Komponenten – wie der Duschkörper und der Griff – bestehen typischerweise aus modifiziertem PP oder verstärktem PP. Diese Materialien bieten moderate Kosten und eine ausgezeichnete Wasserbeständigkeit und halten einer längeren Einwirkung von Heißwassertemperaturen von 70 °C bis 90 °C stand; Sie verfügen über eine kontrollierte Schrumpfrate von 1,2 % bis 1,8 % und weisen eine hervorragende Fließfähigkeit beim Formen auf. Präzisionskomponenten – wie die Frontplatte, die Umlenkventilhülse und die Dichtungsschnittstellenbereiche – bestehen häufig aus ABS, hitzebeständigem ABS, POM oder PA66. ABS bietet eine gute Steifigkeit und hohe Maßgenauigkeit und eignet sich daher für Strukturen mit komplizierten Lochmustern; POM verfügt über starke selbstschmierende Eigenschaften sowie Verschleiß- und Druckbeständigkeit, was es ideal für Ventilkerne und rotierende Schnittstellenteile macht; PA66 bietet eine hohe Festigkeit und Ermüdungsbeständigkeit und eignet sich daher für Gewindeverbindungen und tragende Halterungen. Alle Materialien, die für den Kontakt mit Wasser vorgesehen sind, müssen hydrolysebeständig sein, um Schwellungen, Verformungen oder Risse nach längerem Eintauchen zu verhindern – Mängel, die zum Austreten von Wasser oder zum Ausfall des Umlenkventils führen können. Was die Vorbehandlung des Rohmaterials betrifft, so sind ABS und PA66 stark hygroskopisch und erfordern eine Heißlufttrocknung bei 80–90 °C für 3–4 Stunden, um den Feuchtigkeitsgehalt auf unter 0,03 % zu senken. Dies verhindert die Bildung von Silberstreifen, Blasen oder Hohlräumen beim Formen. Im Gegensatz dazu weisen PP und POM eine geringe Hygroskopizität auf und erfordern im Allgemeinen keine umfassende Trocknung; In feuchten Umgebungen wird jedoch ein einstündiges Vorwärmen bei niedriger Temperatur empfohlen, um zu verhindern, dass Oberflächenfeuchtigkeitsflecken das ästhetische Erscheinungsbild oder die Ebenheit der Dichtungsflächen beeinträchtigen. Zur Farbabstimmung werden witterungsbeständige und vergilbungshemmende Masterbatches in einem Additivverhältnis von 2–4 % eingesetzt, um sicherzustellen, dass die Bauteile ihre ursprüngliche Farbe behalten und bei längerem Gebrauch nicht ausbleichen. Das Formdesign ist für die Formqualität von Duschköpfen von entscheidender Bedeutung. Aufgrund ihrer komplizierten Innenstrukturen, dichten Wasserkanäle und zahlreichen Düsenlöcher sind die Anforderungen an die Formpräzision außergewöhnlich hoch. Die Trennfuge muss so positioniert werden, dass eine Überschneidung mit Dichtflächen und ästhetischen Außenflächen vermieden wird. Darüber hinaus muss der Formklemmspiel auf 0,02 mm kontrolliert werden, um zu verhindern, dass Grate oder Grate in die Wasserkanäle gelangen und eine Verstopfung der Düsen verursachen. Für die Formhohlräume und -kerne werden typischerweise Formstähle 718 oder S136 verwendet, deren Oberflächen auf eine Rauheit von Ra 0,02–0,05 μm poliert sind, um eine glatte, makellose Außenoberfläche und flache, grubenfreie Dichtflächen zu gewährleisten. Die Wasserauslasslöcher am Duschpaneel sind winzig und dicht angeordnet – typischerweise im Durchmesser von 0,8 mm bis 1,5 mm – was die Verwendung von hochharten, verschleißfesten Materialien für die Kernstifte erforderlich macht. Die Rechtwinkligkeit und die Abstandsgenauigkeit dieser Stifte müssen innerhalb von ±0,05 mm kontrolliert werden, um eine Fehlausrichtung, Blockierung oder Verformung der Löcher zu verhindern. Die internen Druckerhöhungskammern und Mischkammern verfügen über komplexe Strukturen mit tiefen Hohlräumen; Daher muss die Formkonstruktion geeignete Entformungswinkel aufweisen, um Schleifspuren oder ein Anhaften des Teils beim Auswerfen zu verhindern.
Beim Angusssystem haben Heißkanäle oder punktgenaue Anschnitte Vorrang. Die Anschnittstellen sind strategisch verdeckt, um das ästhetische Erscheinungsbild des Produkts oder die Dichtigkeit nicht zu beeinträchtigen. Hauptkörperkomponenten verwenden typischerweise eine Ein- oder Zweipunkt-Anspritzung, während Duschpaneele ein ausgewogenes Mehrpunkt-Angussschema verwenden, um Schweißnähte zu minimieren, die durch den Schmelzfluss über große Entfernungen entstehen. Das Kühlsystem wird gleichmäßig über die gekrümmten Oberflächen der Formhohlräume verteilt; Prallplatten werden in tiefe Hohlraumbereiche und Abschnitte mit dickeren Wänden eingebaut, um eine gleichmäßige Kühlung zu gewährleisten, wodurch innere Spannungen reduziert und Verformungen verhindert werden. Das Entlüftungsdesign ist von größter Bedeutung, da der geschmolzene Kunststoff dazu neigt, Luft in den engen Wasserkanälen, an den Enden tiefer Hohlräume und in den Lücken zwischen Kernstiften einzuschließen, was möglicherweise zu Kurzschüssen, Brandflecken oder Hohlräumen führt. Um dieses Problem zu lösen, müssen Entlüftungsnuten mit einer Tiefe von 0,02–0,03 mm in Bereiche geschnitten werden, in denen sich Lufteinschlüsse bilden. Dabei muss in Verbindung mit dem Trennfugenabstand eine vollständige Formfüllung gewährleistet werden. Merkmale wie Gewindeschnittstellen, Schnappverschlüsse und Hinterschnitte werden mithilfe von Schiebern oder Kernziehmechanismen geformt, um einen reibungslosen Auswurf zu gewährleisten, ohne die Maßhaltigkeit der Passflächen zu beeinträchtigen.
Parameter des Spritzgießprozesses erfordern eine präzise, segmentierte Steuerung. Bei der Auswahl der Ausrüstung handelt es sich typischerweise um Spritzgießmaschinen mit einer Schließkraft von 120 bis 300 Tonnen, wobei die Einspritzvolumenkapazität mindestens dem 1,3-fachen des Produktgewichts entspricht, um eine stabile Plastifizierung zu gewährleisten. Die Temperatureinstellungen werden entsprechend der jeweiligen Materialqualität konfiguriert: Bei PP wird die Zylindertemperatur zwischen 190 °C und 220 °C und die Formtemperatur zwischen 40 °C und 60 °C eingestellt, um die Kristallisationsschrumpfung zu kontrollieren. Bei ABS liegt die Zylindertemperatur zwischen 220 °C und 260 °C und die Formtemperatur zwischen 50 °C und 70 °C, um den Oberflächenglanz und die Dimensionsstabilität zu verbessern. Bei POM wird die Zylindertemperatur zwischen 190 °C und 210 °C und die Formtemperatur zwischen 60 °C und 80 °C eingestellt, um Verschleißfestigkeit und Maßgenauigkeit sicherzustellen. Die Einspritzgeschwindigkeit basiert auf einer dreistufigen Steuerungsstrategie: Eine anfängliche Einspritzphase mit niedriger Geschwindigkeit verhindert Strahlbildung und Angussrötung; Eine mittlere Hochgeschwindigkeitsphase füllt den Hauptkörper und die feinen Lochstrukturen, um Bindenähte zu minimieren. und eine abschließende langsame Füllphase mit niedriger Geschwindigkeit vermeidet Lufteinschlüsse und Grate.
Der Einspritzdruck wird je nach Strukturkomplexität zwischen 80 MPa und 130 MPa eingestellt, wobei bei Präzisionsplatten und Teilen mit feinen Wasserkanälen höhere Drücke angewendet werden. Der Nachdruck wird auf 60 % bis 75 % des Einspritzdrucks eingestellt, mit einer Haltezeit von 10 bis 20 Sekunden, wobei der Schwerpunkt auf dem Ausgleich der Schrumpfung in dickwandigen Abschnitten und der Versiegelung von Oberflächen liegt, um Einfallstellen und Vertiefungen zu beseitigen. Der Gegendruck wird zwischen 3 MPa und 6 MPa gehalten, um die Homogenität der Schmelze zu verbessern. Die Abkühlzeit liegt je nach Wandstärke zwischen 15 und 30 Sekunden. Beim Auswerfen kommt ein kombiniertes System aus Auswerferplatten und -stiften zum Einsatz. Feine Lochmerkmale werden mithilfe von Hülsenstiften ausgeworfen, um Weißwerden, Rissbildung oder Verformung der Kernstifte zu verhindern.
Nachbearbeitung und Qualitätsprüfung wirken sich direkt auf die Produktleistung während des Gebrauchs aus. Nach dem Formen müssen Anschnitte, Grate und Grate sorgfältig entfernt werden. Auf keinen Fall dürfen Schmutzreste die Wasserkanäle verstopfen. Bei kosmetischen Teilen konzentrieren sich die Inspektionen auf Glanz, Farbkonsistenz, Kratzer und Bindenähte. Bei Präzisionsteilen gehören zu den wichtigsten Prüfpunkten die Ebenheit der Dichtflächen, der ungehinderte Wasserfluss und die Präzision der Gewindepassungen. Maßtoleranzen werden innerhalb eines Bereichs von ±0,05 mm bis ±0,1 mm kontrolliert. Wasserberührende Teile müssen einer Wasserdruckprüfung unterzogen werden, um auf Undichtigkeiten oder Durchsickern zu prüfen. Schließlich ist bei Wasserauslassplatten eine individuelle Prüfung des Wasserströmungsmusters erforderlich, um sicherzustellen, dass der Wasserstrom gleichmäßig, verzweigungsfrei und ungehindert ist. Zur Vorbeugung und Kontrolle häufiger Defekte: Verstopfte Wasserkanäle und deformierte Lochpositionen werden häufig durch Abnutzung der Formstifte oder unzureichende Entlüftung verursacht; Daher sind eine regelmäßige Wartung der Form und eine Optimierung des Entlüftungssystems erforderlich. Einfallstellen und Vertiefungen sind auf unzureichenden Nachdruck oder ungleichmäßige Wandstärken zurückzuführen und erfordern eine Anpassung der Nachdruckparameter. Verzug und Verformung entstehen durch ungleichmäßige Abkühlung oder innere Spannungen; Diese Probleme können durch die Optimierung der Kühlwasserkanäle und der Formtemperatur behoben werden. Grate und Grate werden durch unzureichende Schließkraft oder übermäßigen Formspielraum verursacht und erfordern eine Erhöhung der Schließkraft und die Reparatur der Trennfugen der Form. Schließlich macht das Auftreten von Blasen und Silberschlieren eine verstärkte Trocknung der Rohstoffe erforderlich.
Insgesamt stehen beim Spritzgießen von Kunststoff-Duschkomponenten die wichtigsten Ziele im Mittelpunkt: präzise Lochpositionierung, freie Wasserkanäle, zuverlässige Abdichtung und Haltbarkeit in wasserexponierten Umgebungen. Nur durch eine strenge Kontrolle des gesamten Prozesses – einschließlich Materialien, Formenbau, Verarbeitungsparametern und Qualitätsprüfung – können diese Komponenten die Anforderungen an eine stabile, langfristige Leistung unter den für Badezimmerprodukte typischen Hochtemperatur- und Hochdruckbedingungen erfüllen und so eine qualitativ hochwertige Massenproduktion ermöglichen.
Wir sind ein Hersteller von Duschkopfformteilen und bieten hochwertige Duschkopfformteile an. Solange Sie Duschkopfformteile individuell gestalten/entwickeln möchten, sind Sie bei uns genau richtig. Wir verfügen über professionelles Spritzgussdesign und ausgereifte Fertigungstechnologie und bieten Ihnen einen Service aus einer Hand, vom Produktdesign über den Formenbau, die Produktproduktion, die Produktverpackung bis hin zum Produkttransport. Wir können Ihnen in allen Bereichen helfen. Solange Sie zu uns kommen, bieten wir Ihnen den ultimativen Service und stellen Sie in Bezug auf Produktqualität, Produktionszeit, Informationsdialog usw. zufrieden.
|
Produktname |
Laufbandformteil |
|
Bitte bereitstellen |
2D, 3D, Muster oder die Größe von die Mehrwinkelbilder |
|
Formzeit |
20-35 Tage |
|
Produktzeit |
7-15 Tage |
|
Formpräzision |
+/-0,01 mm |
|
Schimmelleben |
50-100 Millionen Schüsse |
|
Herstellungsprozess |
Prüfzeichnungen – Moldflow-Analyse - Designvalidierung - Kundenspezifische Materialien - Formenbearbeitung - Kernbearbeitung - Elektrodenbearbeitung - Läufersystem Bearbeitung - Teilebearbeitung und -beschaffung - Bearbeitungsabnahme - Kavität Oberflächenbehandlungsprozess - komplexer Modus Die - Das Ganze Formoberflächenbeschichtung - Montageplatte - Formmuster - Mustertest - Versand Proben |
|
Formhohlraum |
Eine Kavität, mehrere Kavitäten oder dasselbe verschiedene Produkte zusammen hergestellt werden |
|
Formmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Läufersystem |
Heißkanal und Kaltkanal |
|
Grundmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Beenden |
Das Wort entkernen, hochglanzpolieren, matte Oberfläche, Schlieren |
|
Standard |
HASCO, DME oder abhängig davon |
|
Haupttechnologie |
Fräsen, Schleifen, CNC, EDM, Draht Schneiden, Schnitzen, Erodieren, Drehmaschinen, Oberflächenbearbeitung usw. |
|
Software |
CAD-, PRO-E-, UG-Designzeit: 1-3 Tage (normale Umstände) |
|
Produktmaterial |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Qualitätssystem |
ISO9001:2008 |
|
Legen Sie die Zeit fest |
20 Tage |
|
Ausrüstung |
CNC, EDM, Abschneiden Maschine, Kunststoffmaschinen usw. Kunststoffkofferform Zhe Jiang |


Herstellung von Kunststoffspritzgussformen

Spezifikationen für Kunststoffformteile

Formenbau:



Transaktionsprozess:

Schimmelprüfung:


Produktverpackung

Fabrik
Wir sind eine Fabrik für kundenspezifische Kunststoffformen. Unsere Fabrik ist ein Hersteller von Kunststoffspritzgussformen. Wir verfügen über 17 Jahre Erfahrung im professionellen kundenspezifischen Kunststoffformenbau und 10 Jahre Erfahrung im Außenhandel. Wir sind ein Lieferant kundenspezifischer Kunststoffformen. Wir können einen maßgeschneiderten Service für Kunststoffformen anbieten. Unsere Fabrik kann spritzgegossene Kunststoffteile herstellen und die Qualität der Produkte wird Sie zufriedenstellen.
Wir verfügen über mehr als 50 High-End-Maschinen und Hunderte von Ingenieuren und Designern. Wir können einen Service aus einer Hand anbieten, vom Produktdesign über den Formenbau, die Produktproduktion, die Produktverpackung bis hin zum Transport. Wir verfügen über eine komplette Produktionskette. Wir können alle Ihre Anforderungen erfüllen.
Dienstleistungen, die wir anbieten:
Professioneller kundenspezifischer Formenservice, Design und Herstellung von Kunststoffformen. Herstellung von Kunststoffprodukten, Produktdesign, Formendesign, Anpassung von Blasformen, Anpassung von Rotationsformen, Anpassung von Druckgussformen. 3D-Druckdienste, CNC-Fertigungsdienste, Produktverpackung, kundenspezifische Verpackung, Versanddienste.










Wir halten uns stets an die Grundsätze „Qualität zuerst“ und „Zeit zuerst“. Versuchen Sie bei der Bereitstellung von Produkten höchster Qualität für Ihre Kunden, die Produktionseffizienz zu maximieren und die Produktionszeit zu verkürzen. Wir sind stolz, jedem Kunden mitteilen zu können, dass unser Unternehmen seit seiner Gründung keinen Kunden verloren hat. Wenn es ein Problem mit dem Produkt gibt, werden wir aktiv nach einer Lösung suchen und bis zum Ende die Verantwortung übernehmen.

FAQ
F1: Sind Sie ein Handelsunternehmen oder Hersteller?
A: Wir sind Hersteller.
Q2. Wann kann ich das Angebot erhalten?
A: Normalerweise geben wir innerhalb von 2 Tagen nach Eingang Ihrer Anfrage ein Angebot ab.
Wenn Sie sehr dringend sind, rufen Sie uns bitte an oder teilen Sie uns dies in Ihrer E-Mail mit, damit wir zunächst ein Angebot für Sie erstellen können.
Q3. Wie lange ist die Vorlaufzeit für Schimmel?
A: Es hängt alles von der Größe und Komplexität der Produkte ab. Normalerweise beträgt die Vorlaufzeit 25 Tage.
Q4. Ich habe keine 3D-Zeichnung, wie soll ich das neue Projekt starten?
A: Sie können uns ein Formmuster zur Verfügung stellen. Wir helfen Ihnen bei der Fertigstellung des 3D-Zeichnungsdesigns.
F5. Wie kann vor dem Versand die Produktqualität sichergestellt werden?
A: Wenn Sie nicht in unsere Fabrik kommen und keinen Dritten zur Inspektion haben, sind wir Ihr Inspektionsmitarbeiter.
Wir stellen Ihnen ein Video mit Einzelheiten zum Produktionsprozess zur Verfügung, einschließlich Prozessbericht, Produktgrößenstruktur und Oberflächendetails, Verpackungsdetails usw.
F6. Wie lauten Ihre Zahlungsbedingungen?
A: Formzahlung: 40 % Anzahlung per T/T im Voraus, 30 % Zahlung für die zweite Form vor dem Versand der ersten Probemuster, 30 % Restzahlung für die Form, nachdem Sie die endgültigen Muster vereinbart haben.
B: Produktionszahlung: 50 % Anzahlung im Voraus, 50 % vor Versand der endgültigen Ware.
F7: Wie gestalten Sie unser Geschäft langfristig und gut?
A:1. Wir sorgen für gute Qualität und wettbewerbsfähige Preise, um sicherzustellen, dass unsere Kunden von Produkten bester Qualität profitieren.
2. Wir respektieren jeden Kunden als unseren Freund und machen aufrichtig Geschäfte und schließen Freundschaften mit ihm, egal woher er kommt.
Hot-Tags: Duschkopfformung, China, Hersteller, Lieferant, Fabrik, kundenspezifisch, Großhandel, Kauf, Qualität, neueste Verkäufe, hergestellt in China
Verwandte Kategorie
Audiovisuelle Geräte
Gesundheitsgeräte
Haushaltsgeräte
Persönliche Notwendigkeiten
Digitalgeräte
Küchengeräte
Badezimmergeräte
Umweltfreundliche Geräte
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








