

Produkt
- Kernanpassungsdienst
- Gesundheitspflege
- Elektronische Geräte und Instrumente
- Formen für Mutter- und Kinderbedarf
- Freizeitsport
- Einrichtungskunst
- Autozubehör
- Transport und Lagerung
- Beleuchtungskörper
- Baumaschinen
- Verpackungsprodukt
- Bildungs- und Laboratorien
- Bekleidungsgepäckzubehör
- Pflege- und Reinigungsprodukte
- Land- und Forstwirtschaft
- Mechanische Ausrüstung
- Heimtierbedarf
- Geschirr








Waschmaschinenformteil
Ningbo (P&M) Plastic Metal Products Co., Ltd. verfügt über 17 Jahre Erfahrung in der Formenbautechnologie und kann Waschmaschinenformteile individuell anpassen. Wir bieten professionelle maßgeschneiderte Dienstleistungen für Waschmaschinen-Formteile und sind ein professioneller Hersteller von Waschmaschinen-Formteilen. Wir verfügen über ausreichende Erfahrung in der Auswahl von Produktrohstoffen und Formmaterialien. Bei der kundenspezifischen Anpassung des Formteils für Waschmaschinen kann unser Werk einen Service aus einer Hand bieten. Wir verfügen über Design- und Produktionskapazitäten im Zusammenhang mit dem Formenbau in Waschmaschinen, wie zum Beispiel: CAD-Design, Formenbau, Spritzguss, Herstellung von Kunststoffprodukten, Montage und andere Technologien.
Anfrage absenden
Produktbeschreibung
Darüber hinaus hat unser Unternehmen kooperative Beziehungen zu Kunststoffrohstofflieferanten, Druckherstellern usw. aufgebaut, um die Rohstoffversorgung und Druckqualität sicherzustellen. Durch unsere reiche Erfahrung und perfekte Lieferkette kann unser Unternehmen seinen Kunden hochwertige, maßgeschneiderte Waschmaschinenformteile anbieten, die ihren spezifischen Anforderungen entsprechen. Gleichzeitig verfügen wir über 10 Jahre Erfahrung im professionellen Außenhandelsservice, verstehen den Außenhandelsprozess und können unsere Kunden besser bedienen. Für Waschmaschinenformteile können wir entsprechende Kunststoffteile herstellen, was hauptsächlich durch Spritzgussformen erfolgt.




Als zentrale ästhetische und strukturelle Komponente von Haushaltsgeräten erfordert das Waschmaschinengehäuse Spritzgussverfahren, die Maßgenauigkeit, Oberflächenqualität, strukturelle Integrität und Produktionseffizienz in Einklang bringen. Von der Materialauswahl und dem Formdesign bis hin zur Prozessparameterkontrolle und Qualitätsprüfung nach der Bearbeitung erfordert jeder Schritt eine sorgfältige Kontrolle. Im Folgenden werden die vollständigen Formdetails und wichtigsten Überlegungen aufgeführt.
I. Materialauswahl und Vorbehandlung (Die Grundlage des Formens)
1. Mainstream-Materialien und ihre Eigenschaften
Für Waschmaschinengehäuse werden in der Regel drei Hauptmaterialtypen verwendet – ABS, PP und PC/ABS-Legierungen –, die jeweils auf unterschiedliche Produktpositionierungen und Leistungsanforderungen zugeschnitten sind:
ABS (Acrylnitril-Butadien-Styrol): Die bevorzugte Wahl für Modelle der mittleren bis oberen Preisklasse. Es bietet hervorragende Steifigkeit, hohe Schlagfestigkeit, hervorragenden Oberflächenglanz und lässt sich leicht lackieren oder im Siebdruckverfahren aufdrucken. Mit einer Schrumpfungsrate von 0,5–0,8 % und einem Formtemperaturbereich von 220–260 °C ist es ideal für Komponenten mit komplexer Ästhetik und komplizierten Strukturdesigns.
PP (Polypropylen): Die gängige Wahl für Economy-Class-Modelle. Es zeichnet sich durch niedrige Kosten, chemische Beständigkeit, Haltbarkeit bei niedrigen Temperaturen und geringe Dichte aus. Mit einer Schrumpfungsrate von 1,0 % bis 2,5 % (höher aufgrund seiner kristallinen Natur) und einem Formtemperaturbereich von 180 °C bis 220 °C erfordert es oft die Zugabe von Anti-Aging-Mitteln und Zähigkeitsmitteln, um die Leistung zu verbessern. Es eignet sich gut für Strukturbauteile wie Oberdeckel und Untergestelle von Trommelwaschmaschinen.
PC/ABS-Legierung: Reserviert für High-End-Modelle. Diese Legierung vereint die hohe Steifigkeit und Hitzebeständigkeit von PC mit der für ABS charakteristischen einfachen Verarbeitung. Es bietet eine außergewöhnliche Schlagfestigkeit und Formstabilität und eignet sich daher für ultradünne, hochfeste Gehäuseanwendungen. Der Formtemperaturbereich liegt zwischen 240 °C und 280 °C.
2. Vorbehandlung des Rohmaterials (ein entscheidender vorbereitender Schritt)
Die hygroskopische Natur von Kunststoffrohstoffen kann zu Formungsfehlern wie Blasen, Silberstreifen und Oberflächenfehlern führen; Daher ist eine ordnungsgemäße Vorbehandlung eine entscheidende Voraussetzung:
Trocknungsbehandlung: ABS- und PC/ABS-Materialien erfordern eine Heißlufttrocknung bei einer Temperatur von 80 °C–90 °C für 3–4 Stunden, wobei der Feuchtigkeitsgehalt streng kontrolliert wird, um unter 0,03 % zu bleiben. PP ist weniger hygroskopisch und ermöglicht einen vereinfachten Trocknungsprozess (70–80 °C für 1–2 Stunden). Mischen und Farbabstimmung: Das Gehäuse erfordert einen einheitlichen Farbton; Farbmasterbatch wird in einem bestimmten Verhältnis (2–5 %) zugegeben und mit einem Mixer gründlich vermischt, um Farbabweichungen zu vermeiden. Bei Funktionsgehäusen werden Flammschutzmittel und Antistatikmittel zugesetzt, um die Sicherheit und Betriebsleistung zu erhöhen.
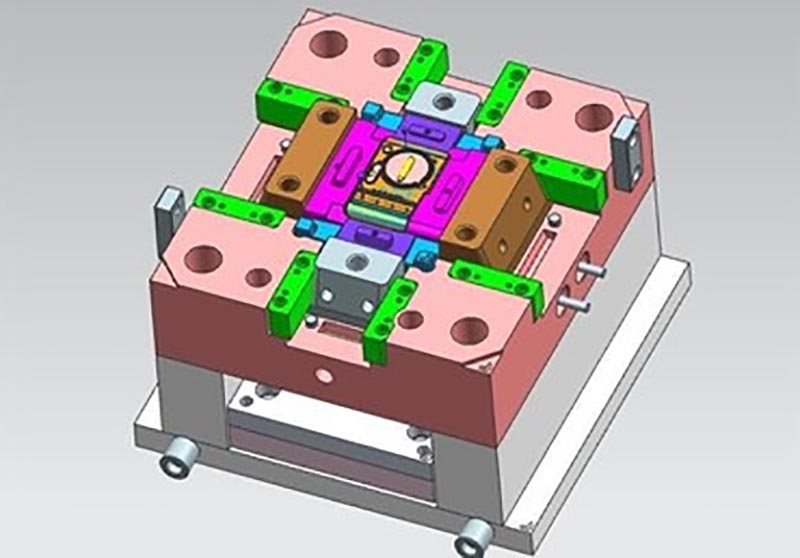
II. Formendesign und -herstellung (Der Kern der Formpräzision)
Das Waschmaschinengehäuse ist ein großes, dünnwandiges Bauteil (Wandstärke: 1,5–3 mm); Somit bestimmt das Formdesign direkt die Qualität und Effizienz des Formprozesses:
1. Formstrukturdesign
Auswahl der Trennlinie: Positioniert entlang der maximalen Kontur des Gehäuses unter Vermeidung sichtbarer Außenflächen. Jede Fehlausrichtung der Trennfuge wird auf 0,02 mm kontrolliert, um Grate und sichtbare Formschließspuren zu vermeiden.
Hohlraum und Kern: Um die Ebenheit der Oberfläche sicherzustellen, wird ein integriertes Hohlraumdesign verwendet. Der Kern verfügt über Verstärkungsrippen (mit einer Dicke von 50–60 % der Wandstärke des Gehäuses), um die strukturelle Festigkeit zu erhöhen und Verformungen zu verhindern. Bei großen Gehäusen werden Mehrkavitätenformen (2–4 Kavitäten) eingesetzt, um die Effizienz der Massenproduktion zu steigern.
Anschnitt- und Angusssystem: Der Hauptkanaldurchmesser beträgt 6–8 mm und der Nebenkanaldurchmesser 4–6 mm. Um den Anschnittabfall zu minimieren und den Formzyklus zu verkürzen, wird ein Heißkanalsystem eingesetzt. Es werden Seitentore oder U-Boot-Tore ausgewählt; Ihre Platzierung vermeidet sichtbare Außenflächen, mit einem Anschnittdurchmesser von 0,8–1,2 mm und einer Länge von ≤1,5 mm, um eine gleichmäßige Schmelzfüllung zu gewährleisten.
Kühlsystem: Die Kühlkanäle der Form haben einen Durchmesser von 8–10 mm und sind gleichmäßig entlang der Kavität und des Kerns verteilt. Die Temperatur der stationären Form wird 3–5 °C höher gehalten als die der beweglichen Form, wobei die Kühlwassertemperaturen zwischen 20 °C und 30 °C liegen, um eine gleichmäßige Kühlung des Gehäuses zu gewährleisten und innere Spannungen und Einfallstellen zu minimieren.
Entlüftungssystem: Entlüftungsschlitze werden an den endgültigen Einfüllpunkten der Schmelze positioniert (z. B. Ecken, Enden von Verstärkungsrippen). Diese Schlitze haben eine Tiefe von 0,025–0,038 mm und eine Breite von 1,5 mm und dienen dazu, Luft aus dem Formhohlraum auszutreiben und Verbrennungen oder Hohlräume durch eingeschlossene Luft zu verhindern. 2. Formmaterialien und Verarbeitung
Die Formhohlräume und -kerne bestehen aus vorgehärtetem 718-Stahl (bietet hervorragende Gesamtleistung und Eignung für hochpräzise Formen) oder S136-Edelstahl (korrosionsbeständig und ideal für Hochglanzgehäuse). Die Oberflächen werden auf eine Rauheit von Ra 0,02–0,05 μm poliert, um ein makelloses Finish des endgültigen Gehäuses zu gewährleisten.
Die Bearbeitung erfolgt mittels CNC-Fräsen, EDM (Electrical Discharge Machining) und Drahtschneiden. Die Kavitätenabmessungen werden anhand der Schrumpfrate des Materials (ABS: +0,6 %; PP: +1,5 %) kompensiert, um sicherzustellen, dass die Abmessungen der Formteile den Spezifikationen entsprechen.
3. Kontrolle der Parameter des Spritzgussprozesses (kritische Formstufen)
Für diesen Prozess wird eine horizontale Großspritzgießmaschine (mit einer Schließkraft von 1.000–3.000 Tonnen und einem Einspritzvolumen von ≥1.000 g) ausgewählt. Die Steuerung konzentriert sich auf vier Kernparameter – Temperatur, Druck, Geschwindigkeit und Zeit –, die einer präzisen, stufenweisen Steuerung unterliegen:
1. Temperaturparameter (Kern der Schmelzzustandskontrolle)
Zylindertemperatur: Es wird ein Gradientenheizprofil angewendet (von der Zufuhrzone → mittlere Zone → vordere Zone → Düse). Für ABS: Einzugszone 220°C, mittlere Zone 240°C, vordere Zone 250°C, Düse 245°C. Für PP: Einzugszone 180°C, Mittelzone 200°C, Vorderzone 210°C, Düse 205°C. Die Temperaturschwankung wird innerhalb von ≤ ±5 °C gehalten, um eine Materialverschlechterung oder eine unzureichende Formfüllung zu verhindern.
Formtemperatur: Bei ABS ist die Formtemperatur auf 60–80 °C eingestellt (um den Oberflächenglanz zu verbessern und innere Spannungen zu reduzieren). Für PP wird die Formtemperatur auf 50–70 °C eingestellt (um die Kristallinität zu kontrollieren und die Schrumpfung zu minimieren). Die Formtemperaturstabilität wird innerhalb von ≤ ±3 °C gehalten, um eine gleichmäßige Kühlung zu gewährleisten. 2. Druck- und Geschwindigkeitsparameter (Kern der Füll- und Haltephasen)
Einspritzdruck: ABS 100–140 MPa; PP 120–160 MPa. In drei Stufen gesteuert: Niedrige Geschwindigkeit (5 %–10 %) zum Füllen des Anschnitts (um Grate zu verhindern) → Mittlere bis hohe Geschwindigkeit (60 %–80 %) zum Füllen des Hauptteils der Kavität (um die Zykluszeit zu verkürzen) → Niedrige Geschwindigkeit (10 %–20 %) zum Füllen des letzten Abschnitts (um Hohlräume/Blasen zu verhindern).
Haltedruck: 60–80 % des Einspritzdrucks (ABS 70–110 MPa; PP 90–130 MPa). Die Haltezeit beträgt 15–25 Sekunden – bis der Anguss gefriert –, um den Schrumpf der Schmelze auszugleichen und Einfallstellen und Vertiefungen zu beseitigen.
Gegendruck: 3–8 MPa, sorgt für eine gleichmäßige und dichte Plastifizierung der Schmelze und verhindert gleichzeitig Hohlräume.
Schließkraft: Berechnet auf der Grundlage der projizierten Fläche (3000–3800 t/m²), wobei der Schwellenwert „gerade noch kein Grat“ als Standard verwendet wird, um Formverformungen zu verhindern.
3. Zeitparameter (Kern der Formeffizienz)
Einspritzzeit: 3–5 Sekunden für große Gehäuse, um ein schnelles Füllen der Schmelze zu gewährleisten und eine ungleichmäßige Abkühlung zu minimieren.
Abkühlzeit: Macht 60–80 % des gesamten Formzyklus aus. ABS: 40–60 Sekunden; PP: 30–50 Sekunden. Der Standard definiert den Punkt, an dem das Gehäuse ohne Verformung oder Ankleben an der Form ausgeworfen werden kann.
Gesamter Formzyklus: ABS: 70–90 Sekunden; PP: 60–80 Sekunden. Durch die Optimierung von Kühlprozessen und den Einsatz von Heißkanalsystemen wird der Zyklus verkürzt und die Produktionskapazität erhöht.
Wir sind ein Hersteller von Waschmaschinen-Formteilen und bieten hochwertige Herstellung von Waschmaschinen-Formteilen. Solange Sie Waschmaschinen-Formteile individuell gestalten/entwickeln möchten, sind Sie bei uns genau richtig. Wir verfügen über professionelles Spritzgussdesign und ausgereifte Fertigungstechnologie und bieten Ihnen einen Service aus einer Hand, vom Produktdesign über den Formenbau, die Produktproduktion, die Produktverpackung bis hin zum Produkttransport. Wir können Ihnen in allen Bereichen helfen. Solange Sie zu uns kommen, bieten wir Ihnen den ultimativen Service und stellen Sie in Bezug auf Produktqualität, Produktionszeit, Informationsdialog usw. zufrieden.
|
Produktname |
Laufbandformteil |
|
Bitte bereitstellen |
2D, 3D, Muster oder die Größe von die Mehrwinkelbilder |
|
Formzeit |
20-35 Tage |
|
Produktzeit |
7-15 Tage |
|
Formpräzision |
+/-0,01 mm |
|
Schimmelleben |
50-100 Millionen Schüsse |
|
Herstellungsprozess |
Prüfzeichnungen – Moldflow-Analyse - Designvalidierung - Kundenspezifische Materialien - Formenbearbeitung - Kernbearbeitung - Elektrodenbearbeitung - Läufersystem Bearbeitung - Teilebearbeitung und -beschaffung - Bearbeitungsabnahme - Kavität Oberflächenbehandlungsprozess - komplexer Modus Die - Das Ganze Formoberflächenbeschichtung - Montageplatte - Formmuster - Mustertest - Versand Proben |
|
Formhohlraum |
Eine Kavität, mehrere Kavitäten oder dasselbe verschiedene Produkte zusammen hergestellt werden |
|
Formmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Läufersystem |
Heißkanal und Kaltkanal |
|
Grundmaterial |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
Beenden |
Das Wort entkernen, hochglanzpolieren, matte Oberfläche, Schlieren |
|
Standard |
HASCO, DME oder abhängig davon |
|
Haupttechnologie |
Fräsen, Schleifen, CNC, EDM, Draht Schneiden, Schnitzen, Erodieren, Drehmaschinen, Oberflächenbearbeitung usw. |
|
Software |
CAD-, PRO-E-, UG-Designzeit: 1-3 Tage (normale Umstände) |
|
Produktmaterial |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Qualitätssystem |
ISO9001:2008 |
|
Legen Sie die Zeit fest |
20 Tage |
|
Ausrüstung |
CNC, EDM, Abschneiden Maschine, Kunststoffmaschinen usw. Kunststoffkofferform Zhe Jiang |


Herstellung von Kunststoffspritzgussformen

Spezifikationen für Kunststoffformteile

Formenbau:



Transaktionsprozess:

Schimmelprüfung:


Produktverpackung

Fabrik
Wir sind eine Fabrik für kundenspezifische Kunststoffformen. Unsere Fabrik ist ein Hersteller von Kunststoffspritzgussformen. Wir verfügen über 17 Jahre Erfahrung im professionellen kundenspezifischen Kunststoffformenbau und 10 Jahre Erfahrung im Außenhandel. Wir sind ein Lieferant kundenspezifischer Kunststoffformen. Wir können einen maßgeschneiderten Service für Kunststoffformen anbieten. Unsere Fabrik kann spritzgegossene Kunststoffteile herstellen und die Qualität der Produkte wird Sie zufriedenstellen.
Wir verfügen über mehr als 50 High-End-Maschinen und Hunderte von Ingenieuren und Designern. Wir können einen Service aus einer Hand anbieten, vom Produktdesign über den Formenbau, die Produktproduktion, die Produktverpackung bis hin zum Transport. Wir verfügen über eine komplette Produktionskette. Wir können alle Ihre Anforderungen erfüllen.
Dienstleistungen, die wir anbieten:
Professioneller kundenspezifischer Formenservice, Design und Herstellung von Kunststoffformen. Herstellung von Kunststoffprodukten, Produktdesign, Formendesign, Anpassung von Blasformen, Anpassung von Rotationsformen, Anpassung von Druckgussformen. 3D-Druckdienste, CNC-Fertigungsdienste, Produktverpackung, kundenspezifische Verpackung, Versanddienste.










Wir halten uns stets an die Grundsätze „Qualität zuerst“ und „Zeit zuerst“. Versuchen Sie bei der Bereitstellung von Produkten höchster Qualität für Ihre Kunden, die Produktionseffizienz zu maximieren und die Produktionszeit zu verkürzen. Wir sind stolz, jedem Kunden mitteilen zu können, dass unser Unternehmen seit seiner Gründung keinen Kunden verloren hat. Wenn es ein Problem mit dem Produkt gibt, werden wir aktiv nach einer Lösung suchen und bis zum Ende die Verantwortung übernehmen.

FAQ
F1: Sind Sie ein Handelsunternehmen oder Hersteller?
A: Wir sind Hersteller.
Q2. Wann kann ich das Angebot erhalten?
A: Normalerweise geben wir innerhalb von 2 Tagen nach Eingang Ihrer Anfrage ein Angebot ab.
Wenn Sie sehr dringend sind, rufen Sie uns bitte an oder teilen Sie uns dies in Ihrer E-Mail mit, damit wir zunächst ein Angebot für Sie erstellen können.
Q3. Wie lange ist die Vorlaufzeit für Schimmel?
A: Es hängt alles von der Größe und Komplexität der Produkte ab. Normalerweise beträgt die Vorlaufzeit 25 Tage.
Q4. Ich habe keine 3D-Zeichnung, wie soll ich das neue Projekt starten?
A: Sie können uns ein Formmuster zur Verfügung stellen. Wir helfen Ihnen bei der Fertigstellung des 3D-Zeichnungsdesigns.
F5. Wie kann vor dem Versand die Produktqualität sichergestellt werden?
A: Wenn Sie nicht in unsere Fabrik kommen und keinen Dritten zur Inspektion haben, sind wir Ihr Inspektionsmitarbeiter.
Wir stellen Ihnen ein Video mit Einzelheiten zum Produktionsprozess zur Verfügung, einschließlich Prozessbericht, Produktgrößenstruktur und Oberflächendetails, Verpackungsdetails usw.
F6. Wie lauten Ihre Zahlungsbedingungen?
A: Formzahlung: 40 % Anzahlung per T/T im Voraus, 30 % Zahlung für die zweite Form vor dem Versand der ersten Probemuster, 30 % Restzahlung für die Form, nachdem Sie die endgültigen Muster vereinbart haben.
B: Produktionszahlung: 50 % Anzahlung im Voraus, 50 % vor Versand der endgültigen Ware.
F7: Wie gestalten Sie unser Geschäft langfristig und gut?
A:1. Wir sorgen für gute Qualität und wettbewerbsfähige Preise, um sicherzustellen, dass unsere Kunden von Produkten bester Qualität profitieren.
2. Wir respektieren jeden Kunden als unseren Freund und machen aufrichtig Geschäfte und schließen Freundschaften mit ihm, egal woher er kommt.
Hot-Tags: Waschmaschinen-Formteil, China, Hersteller, Lieferant, Fabrik, kundenspezifisch, Großhandel, Kauf, Qualität, neueste Verkäufe, hergestellt in China
Verwandte Kategorie
Audiovisuelle Geräte
Gesundheitsgeräte
Haushaltsgeräte
Persönliche Notwendigkeiten
Digitalgeräte
Küchengeräte
Badezimmergeräte
Umweltfreundliche Geräte
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








