

Produkt
- Kernanpassungsdienst
- Gesundheitspflege
- Elektronische Geräte und Instrumente
- Formen für Mutter- und Kinderbedarf
- Freizeitsport
- Einrichtungskunst
- Autozubehör
- Transport und Lagerung
- Beleuchtungskörper
- Baumaschinen
- Verpackungsprodukt
- Bildungs- und Laboratorien
- Bekleidungsgepäckzubehör
- Pflege- und Reinigungsprodukte
- Land- und Forstwirtschaft
- Mechanische Ausrüstung
- Heimtierbedarf
- Geschirr





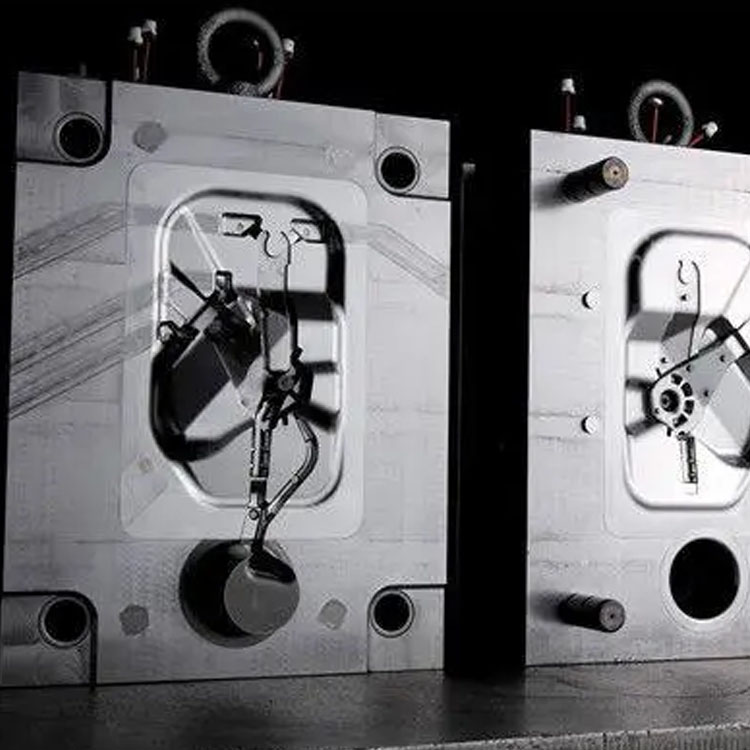
Lagern mit Radeinspritzform
Ningbo (P & M) Plastic Metal Products Co., Ltd. verfügt über eine 17 -jährige Schimmelherstellungstechnologie und kann das Lod -Rad -Injektionsformwerk anpassen. Wir bieten professionelle, maßgeschneiderte Lenkrad -Injektionsformelemente an und sind ein professioneller Hersteller von Lenkrad -Injektion. Wir haben ausreichende Erfahrung bei der Auswahl von Produkt Rohstoffen und Schimmelpilzmaterialien. Während des Anpassens von Lenkrad-Injektionsformeln kann unsere Fabrik einen One-Stop-Service bieten. Wir verfügen über Konstruktions- und Produktionsfähigkeiten im Zusammenhang mit Lenkrad -Injektionsformeln wie: CAD -Design, Schimmelpilzherstellung, Injektionsformung, Produktion von Kunststoffprodukten, Baugruppen und anderen Technologien.
Anfrage absenden
Produktbeschreibung
Darüber hinaus hat unser Unternehmen kooperative Beziehungen zu plastischen Rohstofflieferanten, Druckherstellern usw. aufgebaut, um die Versorgung mit Rohstoffen und Druckqualität zu gewährleisten. Durch unsere reichhaltige Erfahrung und unsere perfekte Lieferkette kann unser Unternehmen Kunden qualitativ hochwertige maßgeschneiderte Lod-Rad-Injektionsprodukte zur Verfügung stellen, um ihren spezifischen Anforderungen zu erfüllen. Gleichzeitig verfügen wir über 10 Jahre Erfahrung in der Erfahrung im Außenhandel, verstehen den Außenhandelsprozess und dienen unseren Kunden besser. Für Lenkrad -Injektionsformprodukte können wir entsprechende Kunststoffteile herstellen, die hauptsächlich durch Injektionsformen durchgeführt werden.


Die Kernpunkte des Lenkrad -Injektionsformels in Kombination mit Sicherheitsvorschriften, Ergonomie und Prozessmerkmalen werden in fünf wichtige Kontrollmodule zusammengefasst:
1. Materialauswahl und Vorbehandlung
Substratanforderungen
Hohe Starrheit + Impact Resistenzbalance: häufig verwendet PP + EPDM-T20 (20% Talk verstärkte Polypropylen), Biegermodul muss ≥2200 mPa, Schlagfestigkeit> 15kJ/m² (-30 ℃ Test) sein.
Wetterresistenz und Umweltschutz: Muss UV -Alterungstest (1500 Stunden Farbunterschied ΔE <3) und flüchtiger organischer Verbindungs -VOC -Test (Formaldehyd <10 & mgr; g/g) bestehen.
Prozesseinfluss: Materialfluidität (MFR 20-35G/10 min) beeinflusst direkt den Füllungseffekt.
Metalleinsatzvorbehandlung
Entfette und Rostentfernung: Alkalische Reinigung + Sandstrahlung (SA2.5-Stufe), Verbesserung der Festigkeit der Kunststoffmetall-Bindungsstärke> 15 MPa.
Vorheizungskontrolle: Vorheizung bei 120-150 ℃ eliminiert den Unterschied in der Schrumpfung zwischen heißer und kaltem und verhindert Spannungsrisse (das Risiko eines Risses steigt um 70%, wenn der Temperaturunterschied mehr als 80 ° C beträgt).
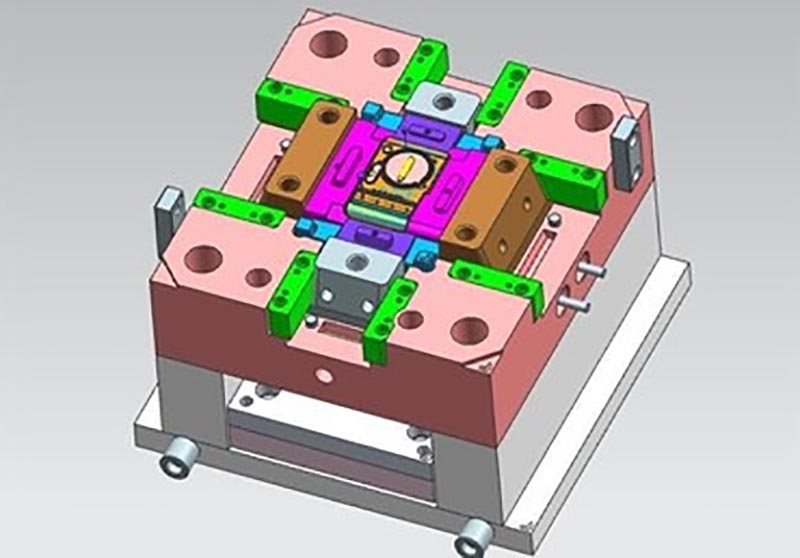
2. Kernelemente des Schimmelpilzdesigns
Hot -Runner -Systemoptimierung
Nadelventilsequenzregelung: Stellen Sie sicher, dass die Ablauffüllung von der Spoke zum Rand (reduzieren Sie das Erscheinungsbild von Schweißlinien im Griffbereich).
Layout des Kühlwasserkanals: Der konforme Wasserkanal beträgt ≤ 15 mm von der Hohlraumoberfläche, und die Temperaturdifferenz wird innerhalb von ± 3 ℃ gesteuert (vermeiden Sie Schrumpfungen auf der Lederoberfläche).
Entlüftungs- und Ausleitungsdesign
Segmentierter Auspuff: 0,02 mm Stadelabgut werden auf die tiefe Rippenposition eingestellt (Gesamtquerschnittsfläche> 0,03% der Hohlraumprojektionsfläche).
Nitriding Ejector Pin: Das H-förmige Layout vermeidet Verformung, Oberflächenhärte ≥ 1000HV (Resist-Glasfaserverschleiß).
3..
Schmelztemperatur, 220-250 ℃,> 260 ℃
Einspritzdruck, 80-120 mPa, unzureichender Druck verursacht Metalleinsatzschichtversagen
Druckdruck, 60% des Injektionsdrucks, zu hoch
Kühlzeit, 40-60er, 30% Abnahme der dimensionalen Stabilität bei <35s
Schimmelpilztemperatur 60-80 ℃, <50 ℃ Lederkornübertragung ist nicht klar
Spezielle Prozessanwendung:
Variable Formtemperaturtechnologie: Die Formoberfläche steigt vor der Injektion auf 110 ° C (verbessert die Lederkorneffekt) und fällt während der Kühlstufe auf 40 ° C ab (Verkürzungszyklus).
Mikro-Foam-Injektionsformung: Superkritischer N₂-Injektionsdruck von 25 MPa, 15% Gewichtsreduzierung und Eliminierung von Schrumpfungsmarkierungen (spezielle Versiegelungsform erforderlich).
4. Messungen der Defektprävention
Schweißliniensteuerung
Stellen Sie die Gate -Position ein, um die Fusionslinie vom hohen Spannungsbereich abweichen (z. B. die Verbindung zwischen dem Spoke und dem Rand).
Verwenden Sie die In-Form-Rotationstechnologie (Schimmel dreht sich um 15 ° für sekundäre Injektionsformungen, um die Schweißlinie zu verschieben).
Gegenmaßnahmen für schlechte Beschichtung
Metalleinsätze sind mit einer Hakenstruktur (Tiefe 0,3-0,5 mm, Winkel 45 °) ausgelegt.
Verwenden Sie eine verzögerte Schaltung (HPLC) mit hohem Druck: 120 mPa wird ein Hochdruck beibehalten, bis das Tor geschlossen ist.
V. Nachbearbeitung und Teststandards
Dimensionalstabilitätskontrolle
In einer konstanten Temperatur- und Feuchtigkeitsumgebung (23 ℃/50%RH) für 48 Stunden für die Messung platziert, radiale Runout ≤ 0,8 mm.
Verwenden Sie das Laserscanning, um 3D -digitale Modelle (Toleranzband ± 0,25 mm) zu vergleichen.
Sicherheitsleistungsprüfung
Statischer Drehmomenttest:> 150n · m ohne dauerhafte Verformung (National Standard GB 11557).
Ermüdungstest: Keine Risse nach 1 Million Mal ± 45 ° Torsion (Last 50 n · m).
Branchen-Spitzenstrends (2025)
Anwendung von biologischen Materialien: PE, extrahiert aus Zuckerrohr-Ethanol (CO2-Fußabdruck um 60%), das Volkswagen TL52696-Zertifizierung überschritten hat.
AI -Prozessoptimierung: Verwenden Sie maschinelles Lernen, um die Position der Schweißlinie (Genauigkeit> 92%) vorherzusagen und die Prozessparameter in Echtzeit anzupassen.
Integrierte Form: Einfügungssensoren (Drehmoment-/Herzfrequenzüberwachung) und das Injektionsformwerk vervollständigt gleichzeitig die Schaltungsverpackung.
Schlüsselzusammenfassung: Die Essenz des Lenkrad -Injektionsformels ist ein präzises Gleichgewicht zwischen Sicherheit und Komfort. Von der Einfügungsverarbeitung bis zur Ermüdungstests muss jeder Verbindung das Konzept "Null -Toleranz" implementieren - eine Fehlausrichtung von 0,1 mm Schweißlinie kann in 10 Jahren zum Frakturrisiko führen. Die zukünftige Technologie wird sich eingehend mit funktionaler Integration und kohlenstoffarmer Herstellung entwickeln.
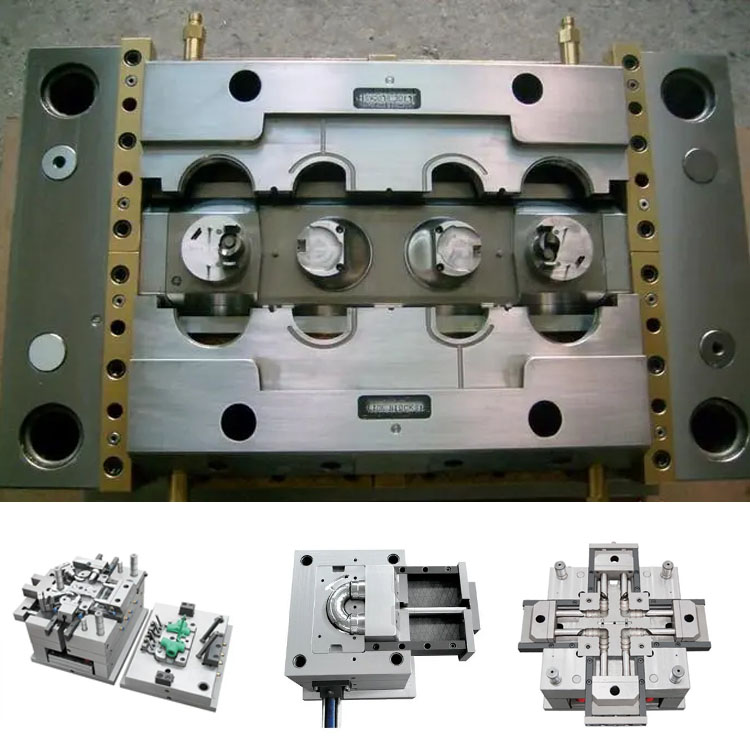
Lenkradspritzformung
Wir sind ein Hersteller von Lenkrad-Injektionsformproben und bieten qualitativ hochwertige Lenkrad-Injektionsformwerkzeuge. Solange Sie Lenkrad -Injektionsprodukte anpassen/entwickeln möchten, finden Sie uns. Wir verfügen über professionelle Injektionsformgestaltung und ausgereifte Herstellungstechnologie und bieten Ihnen einen One-Stop-Service, der von Produktdesign-Mold-Produktionsproduktprodukt-Produkt-Produkt-Produkttransport-Produkten bei jedem Link helfen können. Solange Sie zu uns kommen, bieten wir Ihnen den ultimativen Service und befriedigen Sie in Bezug auf Produktqualität, Produktionszeit, Informationsdialog usw.
|
Produktname |
Rasiererform |
|
Pls liefern |
2D, 3D, Proben oder die Größe von Die Mehrwinkelbilder |
|
Schimmelpilzzeit |
20-35 Tage |
|
Produktzeit |
7-15 Tage |
|
Schimmelpräzision |
+/- 0,01 mm |
|
Formenleben |
50-100 Millionen Schüsse |
|
Erzeugungsprozess |
Prüfungszeichnungen - Formströmungsanalyse - Entwurfsvalidierung - benutzerdefinierte Materialien - Schimmelverarbeitung - Kernverarbeitung - Elektrodenbearbeitung - Läufersystem Verarbeitung - Teileverarbeitung und Beschaffung - Akzeptanz von Bearbeitung - Hohlraum Oberflächenbehandlungsprozess - Komplexer Modus sterben - der gesamte Schimmelpilzbeschichtung - Montageplatte - Schimmelpilzprobe - Probentest - Senden Proben |
|
Schimmelpilzhöhle |
Ein Hohlraum, eine Multi-Caven-oder gleiche Verschiedene Produkte werden zusammen gemacht |
|
Schimmelmaterial |
P20.2738.2344,718, S136.8407, NAK80, SKD61, H13 |
|
Runner -System |
Heißer Läufer und Kaltläufer |
|
Grundmaterial |
P20.2738.2344,718, S136.8407, NAK80, SKD61, H13 |
|
Beenden |
Das Wort anlegen, Spiegel Finish, matte Oberfläche, Striae |
|
Standard |
Hasco, DME oder abhängig von |
|
Haupttechnologie |
Mahlen, Schleifen, CNC, EDM, Draht Schneiden, Schnitzen, EDM, Drehmaschinen, Oberflächenfinish usw. |
|
Software |
CAD, Pro-E, UG Designzeit: 1-3 Tage (normale Umstände) |
|
Produktmaterial |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS. |
|
Qualitätssystem |
ISO9001: 2008 |
|
Zeit festlegen |
20 Tage |
|
Ausrüstung |
CNC, EDM, abschneiden Maschine, Kunststoffmaschinen usw. Kunststoffkoffer Form Zhe Jiang |


Kunststoffeinspritzformherstellung

Plastikformspezifikationen

Schimmeldesign:



Transaktionsprozess:

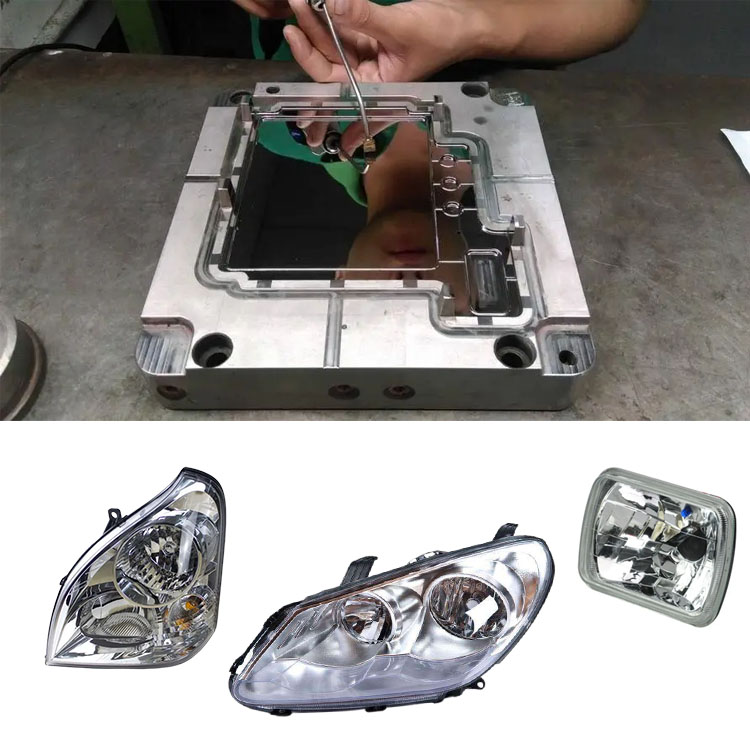
Schimmelpilzprüfung:


Produktverpackung

Fabrik
Wir sind maßgeschneiderte Kunststoffschimmelfabrik. Unsere Fabrik ist Plastikeinspritzform. Wir haben 17 Jahre Erfahrung in professionellen kundenspezifischen Plastikschimmel und 10 Jahre Erfahrung im Außenhandel. Wir sind maßgeschneiderte Plastikformlieferant. Wir können einen benutzerdefinierten Kunststoffformservice anbieten. Unsere Fabrik kann die inspritzgeformten Kunststoffteile herstellen, und die Qualität der Produkte wird Sie zufriedenstellen.
Wir haben mehr als 50 High-End-Maschinen und Hunderte von Ingenieuren und Designern. Wir können One -Stop -Service aus Produktdesign - Schimmelherstellung - Produktproduktion - Produktverpackung - Transport anbieten. Wir haben eine komplette Produktionskette. Wir können alle Ihre Anforderungen erfüllen.
Dienstleistungen, die wir anbieten:
Professioneller kundenspezifischer Schimmelpilzservice, Kunststoffform-Design und -herstellung. Plastische Produktproduktion, Produktdesign, Schimmelpilzdesign, Anpassung der Blasform, Anpassung der Rotationschimmel, die Anpassung der Schimmelpilze. 3D -Druckdienste, CNC Manufacturing Services, Produktverpackung, maßgeschneiderte Verpackung, Versandservices.










Wir halten uns immer an die Prinzipien der Qualität zuerst und zuerst fest. Versuchen Sie, Kunden die Produktionseffizienz zu maximieren und die Produktionszeit zu verkürzen. Wir sind stolz darauf, jedem Kunden zu sagen, dass unser Unternehmen seit seiner Einrichtung keinen Kunden verloren hat. Wenn es ein Problem mit dem Produkt gibt, werden wir eine Lösung aktiv suchen und die Verantwortung bis zum Ende übernehmen.

FAQ
F1: Sind Sie Handelsgesellschaft oder Hersteller?
A: Wir sind Hersteller.
Q2. Wann kann ich das Angebot bekommen?
A: Wir zitieren normalerweise innerhalb von 2 Tagen, nachdem wir Ihre Anfrage erhalten haben.
Wenn Sie sehr dringend sind, rufen Sie uns bitte an oder teilen Sie uns in Ihrer E -Mail mit, damit wir zuerst für Sie zitieren können.
Q3. Wie lange dauert die Vorlaufzeit für Schimmel?
A: Es hängt alles von der Größe und Komplexität der Produkte ab. Normalerweise beträgt die Vorlaufzeit 25 Tage.
Q4. Ich habe keine 3D -Zeichnung, wie soll ich das neue Projekt starten?
A: Sie können uns eine Formprobe liefern. Wir helfen Ihnen dabei, das 3D -Zeichnungsdesign zu beenden.
Q5. Wie kann ich vor dem Versand die Qualität der Produkte sicherstellen?
A: Wenn Sie nicht in unsere Fabrik kommen und auch nicht den Dritten zur Inspektion haben, werden wir als Ihr Inspektionsarbeiter sein.
Wir liefern Ihnen ein Video für Produktionsprozessdetails umfassen Prozessbericht, Produktgrößenstruktur und Oberflächendetails, Packdetails usw.
Q6. Was sind Ihre Zahlungsbedingungen?
A: Schimmelpilzzahlung: 40% Einzahlung nach T/T im Voraus, 30% zweite Schimmelzahlung, bevor Sie die ersten Testproben aussenden, 30% Schimmelpilzbetrag, nachdem Sie die endgültigen Stichproben vereinbart haben.
B: Produktionszahlung: 50% Einzahlung im Voraus, 50%, bevor die endgültigen Waren aussendet.
F7: Wie machen Sie unser Geschäft langfristig und eine gute Beziehung?
A: 1. Wir führen von guter Qualität und wettbewerbsfähigem Preis, um sicherzustellen, dass unsere Kunden für Produkte mit besten Qualität profitieren.
2. Wir respektieren jeden Kunden als unseren Freund und wir machen aufrichtig Geschäfte und machen sich mit ihnen an, egal woher er kommt.
Hot-Tags: Lenkrad -Injektionsform, China, Hersteller, Lieferant, Fabrik, maßgeschneidert, Großhandel, Kauf, Qualität, neueste Verkauf, Herstellung in China
Verwandte Kategorie
Anfrage absenden
Bitte zögern Sie nicht, Ihre Anfrage im untenstehenden Formular zu stellen. Wir werden Ihnen innerhalb von 24 Stunden antworten.








